
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.
Пример выточенных валиков
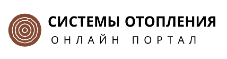
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Станок для высокоточной гибки профиля
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.
Схема станка-трубогиба
Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см.
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек — 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных ворот. После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.
- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины — 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.
- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.
- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.
Самодельный трубогиб после покраски
Как согнуть профильную трубу с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
Нестандартные методы сгибания профильной трубы
Чтобы получить в домашних условиях качественный сгиб профильной трубы, мастера нередко используют аппарат для сварки и обычную болгарку.
Работа начинается с расчёта необходимого радиуса сгиба. Затем с помощью болгарки по всей длине выбранного участка с трёх сторон проводятся пропилы. После этого заготовку без особых сложностей можно согнуть под требуемым углом. Для того, чтобы этот параметр был наиболее точным, лучше использовать нужной формы деревянное лекало. Прикладываем его к целой стороне трубы, фиксируем, и аккуратно сгибаем. При этом учитывайте, что с увеличением частоты пропилов плавность сгиба возрастает.
Сварочным аппаратом места распилов закрываются, а образовавшиеся неровности шлифуются. Сварку нужно накладывать не просто для прикрытия трещин, а для того, чтобы соединение гарантированно было прочным. Этот метод при правильном исполнении позволяет получить впечатляющие результаты. Вместе с тем, он подходит для единичных случаев.
Качественно согнуть трубу помогут средства внутреннего противодействия. Если заготовка имеет небольшой радиус описанной вокруг профиля окружности, тогда в качестве трубогиба можно применить специально изготовленную пружину.
В качестве исходного материала в этом случае выступает стальная проволока с диаметром миллиметра. Она завивается в пружину не с круглым, а квадратным сечением. Длина стороны должна быть меньше размера внутреннего диаметра профильной трубы на 2 миллиметра, чтобы пружина могла поместиться внутрь беспрепятственно. Далее разогрейте место паяльной лампой и выполните сгиб, используя лекало требуемого диаметра.
Самостоятельно сделать трубогибочный ручной станок под силу каждому домашнему мастеру. И не страшно, что эта работа займёт некоторое время. Ведь этот инструмент действительно полезен в хозяйстве и наверняка пригодится не один раз.
Применение трубогибов

экономить пространство
Данный инструмент позволяет экономить не только место, но и время. Часы, потраченные на работу, сокращаются, так как использование трубогиба заменяет ряд других действий. Благодаря этому агрегату, можно смело отказаться от применения некоторых инструментов— пресс-фитингов для металлопласиковых труб и отводов, а также от сварки полипропиленовых труб. В этом есть множество преимуществ, главное из которых повышение качества строительства, за счет сокращения стыковочных элементов.
Очень часто трубогибы применяют при работе с сантехникой. Данный инструмент незаменим и универсален, он подходит как для профильных и металлопластиковых труб, так и для труб из различных металлических сплавов.
Прокатные трубогибы
Нишу универсальности и практичности заняли приспособления выполненные в ручную — прокатные трубогибы (гибочные станки), на таких станках можно сделать любой угол изгиба.
Конфигурация особо не отличается от других моделей, в них так же есть основание и валы. Подвижный ролик жмет трубу, а протягивает её вращение ведущих валов.
Обратите внимание!
Как делается деревянная бочка своими руками: простые пошаговые инструкции по постройке традиционной тары + 79 фотоТиски своими руками: создаем разные типы зажимных устройств. 64 фото идей для разных предназначенийТопор своими руками (67 фото) — создаём боевой, декоративный и рабочий инструмент

Нажатие можно увеличить с помощью лебедки, рычагов либо электропривода. Однако для производства дома такая конструкция достаточно сложная в исполнении.


Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуальный. Для облегчения задачи вы можете найти фото трубогиба в интернете, чтобы примерно понимать как он должен выглядеть.

Так же имеется множества чертежей трубогиба, которые легки в применении. Просмотрев всю информацию и оценив свои силы и наличие нужных комплектующих, спокойно приступайте к работе.

Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.







Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Сборка узлов
Узловые блоки должны соответствовать нормам ТУ, иметь сертификаты и паспорта заводов-изготовителей. Перед монтажом поверхности осматривают на предмет отсутствия повреждений, маркировку сверяют с паспортными данными.
Наружный диаметр, толщину стенок, габариты определяют по чертежам и проектной документации. Перечень сопроводительных документов включает копии сертификатов, журнал сварочных работ, акты гидравлических испытаний.
Варианты монтажа:
- Фланцевый. Метод стыковки предназначен для скрепления трубопроводных элементов с одним диаметральным размером. Фланец представляет собой диск с отверстиями, которые нанесены по периметру. Круглую пластину приваривают к трубе по внутренней окружности, а затем соединяют с другим диском крепежными болтами. Зону стыка уплотняют межфланцевыми прокладками из резины, паронита, фторопласта. Под воздействием механических вибраций крепления ослабевают, необходимо подтягивать болты ручным ключом или пневматическим натяжным инструментом.
- Приварной. Неразъемный способ соединения применяют при установке стальной арматуры. Прочность сварных швов проверяют ультразвуком. Сварные стыки защищают систему от разгерметизации, тепловых потерь.
- Муфтовый. Безрезьбовые муфты применяют для пайки полипропиленовых труб. Резьбовые изделия скрепляют металлопластиковые и стальные детали. Уплотняющее резиновое кольцо повышает герметичность. Установку проводят на прямых сопряженных участках трубопровода.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Наружная канализация
Для обустройства внешней части канализационной системы также используются пластиковые трубы. Их прокладка осуществляется в траншею, глубина которой превышает глубину промерзания почвы (детальнее: «Устройство наружной канализации — варианты схемы монтажа»). Дно траншеи засыпается плотным слоем песка, после чего на него выкладываются трубы (здесь нужно помнить о необходимости соблюдения уклона). В местах подключения труб необходимо устанавливать смотровые люки. Не помешает установить в трубопровод обратный клапан, который предотвратит возврат стоков во внутреннюю канализационную сеть.
Актуальность устройства
Использование трубогибов для круглой трубы не ограничивается сантехническими работами. А уж если быть до конца точными, гнут трубы при их проведении нечасто. Чтобы изменить трассу прокладки инженерной коммуникации используются фитинги и отводы. Последние – это изогнутые в заводских условиях отрезки труб, характеризующиеся стандартным набором параметров со следующими ограничениями:
- количество углов поворота. Помимо прямого есть ещё 180˚, 60˚, 45˚;
- радиусы изгиба (1,5 и 1 Ду);
- метод соединения – сварка.
Но иногда требуются другие радиусы и углы изгибов, да и сварку не всегда можно использовать. В этом случае без ручного трубогиба для круглой трубы точно не обойтись.
Владельцы дач и частных домов занимаются гнутьём труб по другим причинам. Ведь в хозяйстве могут быть теплицы нестандартных форм, сооружения арочного типа под виноград, душевые кабины, ограждения, и т.д. Конструкцию этих объектов формируют холоднокатаные круглые, а нередко и профильные изделия, так что и здесь подобное оборудование пригодится.
При этом даже многие профессионалы предпочитают работать с созданным своими руками трубогибом для круглой трубы. Ведь самодельное устройство разрабатывается обычно с учётом антропометрических особенностей и профессиональных навыков его будущего хозяина. Данный фактор повышает удобство эксплуатации трубогиба, что, в свою очередь, способствует качественному выполнению работ.

Согнутые трубы используются для монтажа конструкций самого разного назначения
Проектированиесточной системы и узлов водоснабжения
Каждая из указанных систем имеет большое значение для нормальнойжизнедеятельности граждан. По этой причине от грамотного составления чертежанапрямую зависит комфорт жильцов, а также благоустроенность квартиры иличастного дома.
Сточная система наделена особой ролью. Некоторые собственникижилых помещений придерживаются мнения, что процесс проведения такой системыочень прост и не вызовет трудностей. Однако даже процедура оформления проектнойдокументации считается большим, ответственным и трудоёмким процессом. Если наэтом этапе не предусмотреть все мелочи и допустить даже незначительный просчёт,то в будущей эксплуатации он обязательно проявится. Бывают даже такие ситуации,когда неверно используемые условныеобозначения канализации на чертежах приведут к полной непригодностиздания для проживания граждан.
Проектирование сточной системы
Назначение канализации
Основное назначение канализации заключается в отведении изквартиры использованной воды и твёрдых отходов. Зачастую эти вещи обладаютвесьма неприятным ароматом, так что проектирование стока должно учитыватьгигиенические нормы и правила. По причине того, что канализация выводит большиеобъёмы воды, жиров и твёрдых предметов, сточная система должна бытьсконструирована из проверенных и надёжных деталей, качественно исполняющих своёпредназначение в течение длительного срока эксплуатации.
Кроме того, важно помнить и о форс-мажорных обстоятельствах.Поэтому и условныеобозначения на схемах водоснабжения и канализации по чертежу должныпроставляться так, чтобы при возникновении непредвиденного обстоятельства можнобыло экстренно внести корректировку в работу системы
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.







Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Смотрите это видео на YouTube
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Особенности гибки самодельным инструментом
При гибке труб необходимо знать принципы процесса и диаметр изделий. Тогда будет обеспечена корректная деформация материала без смятий и разрывов. На станках, где применяется гидравлика, возможна гибка с нагревом. Это позволяет гнуть трубы из полимеров, прочных сплавов, а также изделий с достаточно большой толщиной стенки. Но на практике в домашних условиях чаще используется «холодный» способ, ориентированный на работу с трубной продукцией из пластичного материала – алюминия, меди, металлопластика. Впрочем, возможно проводить гнутьё и из другого металла за исключением чугуна. В этом случае, чтобы получить качественный изгиб, перед процедурой деформации в трубу заливают воду (ледяную), масло или засыпают соль либо песок.
Минимальные радиусы изгиба указаны в нижерасположенных таблицах: в первой содержатся данные по медным и латунным трубам, а во второй – по стальным.
Таблица 1
| L min | R | d |
| 60 | 90 | 30 |
| 55 | 72 | 24 |
| 50 | 36 | 18 |
| 45 | 30 | 15 |
| 35 | 24 | 12 |
| 30 | 20 | 10 |
| 25 | 16 | 8 |
| 18 | 12 | 6 |
| 12 | 8 | 4 |
| 10 | 6 | 3 |
Таблица 2
| D | R, если толщина стенки | |
| Превышает 2 мм | До 2 мм | |
| 60-140 | 5d | — |
| 35-60 | 4d | — |
| 20-35 | 3d | 5d |
| 5-20 | 3d | 4d |
В таблицах: L min — длина (минимальная) прямого участка; R – наименьший радиус изгиба; d — диаметр заготовки. Единица измерения всех показателей — миллиметры.

Самодельным трубогибом можно гнуть любые трубы, но нужно учитывать их диаметр и максимально возможный радиус изгиба
Трубогиб для профильной трубы своими руками
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.







Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Как подготовить трубы
Чтобы получить на гидравлическом трубогибе качественный результат, потребуется немного математики
Нужно принимать во внимание то, что такое достаточно мощное устройство способно повредить трубы. Касается это, прежде всего, изделий, характеризующихся следующим соотношением:
Sст/Dвн < 0,06 ,
где: Sст. – толщина стенки; Dвн.- внешний диаметр.
Например, для трубы 20 миллиметров со стенкой толщиной 2 миллиметра, это показатель равен 0,1,что вполне приемлемо. А вот такая же по диаметру тонкостенная (1 мм) труба по этому условию не подходит, поскольку соотношение равно 0,05. Если использовать ручной гидравлический трубогиб, без переломов и замятий стенок такого трубного изделия не обойдётся. Избежать этих неприятностей позволит набивка до краёв сухим и чистым песком с запаиванием трубы с обеих сторон.

Чтобы предотвратить заломы на тонкостенной трубе, ее набивают песком
И ещё один момент. Допустим, под предполагаемую к гибке заготовку у вас нет сегмента нужного размера, зато таковые имеются под большие диаметры. Решить данную проблему поможет установка дополнительной мягкой медной или алюминиевой вставки между сегментом и трубой. Её толщина вычисляется по следующей формуле:
Sвст = (Dпр.с.—Dт)/2 ,
где: Sвст. – толщина вставки; Dпр.с – диаметр проточки сегмента; Dт. — диаметр трубы.
Рассмотрим следующий пример. В наличии имеется сегмент, рассчитанный на трубы с сечением 26 мм, а устанавливаемая в трубогибочный ручной станок заготовка имеет диаметр 18 мм. Подставив в формулу эти данные, получим, что толщина пластины должна быть (26-18)/2 миллиметра.
Для ручных гидравлических трубогибов существуют также ограничения по минимально допустимому радиусу гибки – 4 диаметра трубы. То есть трубное изделие диаметром 20 миллиметров можно гнуть на минимальный радиус 80 миллиметров.
Арбалетный трубогиб
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
Эта простая конструкция имеет недостаток — неподвижный башмак может деформировать (сплющить) трубу. В принципе это общий признак для арбалетного типа. В нем можно гнуть круглую трубу, для профильной лучше использовать способы, когда труба движется по профилю шаблона — обкатывается, наматывается, а еще лучше, прокатывается.
Общие сведения
Этот инструмент по своему устройству отличается рядом особенностей. Именно благодаря ним есть возможность гнуть трубы, в том числе металлические, без особых проблем, придавая тем заданный угловой радиус с затратой минимальных физических усилий. Подобное оборудование подразделяется на несколько видов:
- ручные трубогибы;
- трубогибы гидравлические. Модели данного типа тоже можно отнести к категории ручного инструментария;
- дорновые;
- пружинные.
Но существуют устройства и другого исполнения:
- электромеханические;
- сегментные;
- арбалетные.
Всем вышеуказанным инструментам присущи положительные и отрицательные качества, но каждый из них позволяет без значительных физических усилий и за короткое время выполнить гибку металлического трубного изделия с круглым сечением.
Самый простой вариант – зайти в ближайший специализированный магазин, в ассортименте которого присутствуют приспособления такого типа. Но человеку, имеющему опыт в изготовлении своими руками самых разнообразных устройств, под силу будет создать ручной трубогиб в домашних условиях.

Можно приобрести инструмент заводского исполнения, но вполне реально собрать его самостоятельно из подручных материалов





