
Трудности пайки алюминиевых радиаторов
Пайка алюминиевого радиатора паяльником осложняется формой самого изделия. В зависимости от того где случилась поломка, место может быт труднодоступным, обладать поверхностью предрасполагаемой к растеканию металла и так далее. Осложняется все и высокой активностью металла, приводящей к окислам. При разогревании алюминия до нужной температура очень сложно отследить, как хорошо он прогрелся, так как металл почти не меняет цвет в этой время. Это может привести к переплавлению основного металла.
Способы пайки алюминиевых радиаторов
Существует два основных типа пайки, использующегося при работе с алюминиевыми радиаторами. Первым является использование паяльника, что более доступно, но менее эффективно и удобно. Второй способ – пайка алюминия газовой горелкой дает более эффективный результат, но обходится дороже, а также далеко не у всех имеется соответствующая техника, так как она имеет относительно высокую стоимость.

Пайка алюминиевого радиатора газовой горелкой
В качестве флюса при каждом из способов могут использовать в качестве припоя:
- Кадмий;
- Олово;
- Висмут;
- Цинк;
- Комбинированный флюс;
- Специализированные марки для алюминия.
Подготовка к пайке
Пайка алюминиевого радиатора охлаждения начинается с подготовительного процесса. В первую очередь следует заняться поверхностью основного металла. Здесь идет механическая обработка, чтобы снять частички грязи, пыли и прочих ненужных элементов. После этого следует обработать все растворителем. Это может быть бензин, ацетон или что-либо схожее. Эти процедуры должны помочь избавиться от оксидной пленки.
Пайка алюминиевого радиатора автомобиля требует правильного выбора флюса. Если его требуется приготовить самостоятельно, то это следует сделать еще до разогрева металла. В ином случае нужно просто подготовить его на рабочем месте, чтобы удобно было пользоваться.
Пошаговая инструкция по пайке
Когда все подготовительные процедуры завершены, то можно приступать к нанесению флюса на поверхность основного металла. флюсом нужно покрыть практически всю поверхность пайки. Это требуется сделать для того, чтобы максимально изолировать от влияния кислорода из воздуха, так как он приводит к появлению сложно разрушаемых оксидов. Если флюс не жидкий и работа ведется паяльником, то его нужно предварительно расплавить перед нанесением. При использовании газовой горелки его можно плавить уже на основном металле.
После этого берется небольшая часть припоя и наносится на поверхность под температурным воздействием. Расплавленный металл будет сильно растекаться, так что нужно действовать аккуратно и не брать слишком много припоя. Нанесение нужно делать аккуратными круговыми движениями, равномерно распределяя количество материала по всей поверхности. Он должен распространиться не только на проблемном месте, но и захватить близлежащую область.
Пайка алюминиевого радиатора оловом и прочими видами припоев может иметь свои отличительные нюансы, но принцип проведения процедур практически всегда одинаковый. Сложности вызывают крупные сколы и дыры. Их приходится запаивать в несколько проходов. Понемногу на край поверхности наносится металл припоя. Он остывает и после этого наносится еще один слой, постепенно заволакивая все отверстие. Проблема состоит в том, что припой имеет более низкую температуру плавления, чем основной металл и может быстро расплавиться.
Таблица режимов пайки
У каждого припоя есть своя температура плавления, что заставляет мастера подбирать свои температурные режимы для каждого из них. Здесь приведены основные используемые марки:
Марка | Режим пайки | Максимальные параметры прочности получаемых швов, кгс/мм2 | ||
| АМц | АМг6 | Д20 | ||
| П-300-А | 440° С | 11 | 22 | – |
| П-425-А | 12 | 20,8 | 20,8 | |
| 34А | 550° С | 9-10 | – | 28,8 |
| В-62 | 510° С | 12 | – | 23,8 |
Техника безопасности
Во время пайки нужно обеспечить хорошую вентиляцию, естественную или искусственную, чтобы как можно меньше дышать парами металла. Паяльник и горелка никогда не должны оставаться долгое время включенным, когда не используются или без присмотра. Это может привести к возникновению пожара.
Методы ремонта чугунных радиаторов холодной сваркой
Перед началом описания методов ремонта батареи холодной сваркой необходимо отметить, что холодная сварка это временное средство для устранения отдельной течи. Заделанная течь на сварке может простоять при нормальном обращении и несколько сезонов, но отремонтировать батарею нормально можно только разобрав ее и заменив поломанную секцию новой.
Еще один момент, на который нужно обратить внимание это на размеры заплаты и возможность ремонта разных повреждений. Если в секции образовалась течь небольших размеров, то с таким заданием холодная сварка справится быстро и качественно
Другое дело, когда в металле образовалась большая брешь, здесь придется использовать дополнительное усиление – кроме первого слоя, нанесенного холодной сваркой придется использовать жидкий клей и делать бандаж. И самый сложный случай, это когда от удара откалывается целый фрагмент металла. Такой ремонт холодной сварке не под силу, здесь сразу нужно перекрывать подачу теплоносителя и вызывать ремонтную бригаду.
Ремонт небольших по размеру протечек на вертикальной поверхности секции
Если течь образовалась на наружной или внутренней поверхности секции и размеры трещины не превышают 1-2 см по длине для работы понадобится, кроме холодной сварки еще и щетка по металлу, наждачная бумага 100 и 200 зернистостью и растворитель для красок или спирт.
Перед началом работ перекрывается подача и отвод теплоносителя к батарее и по возможности спускается с нее вода.
Щеткой по металлу счищается краска на расстоянии 1-1,5 см в обе стороны от трещины. После этого сначала наждачной бумагой 100 зернистости, а после 200 делается зачистка так, чтобы на месте будущей заплаты было зачищено пятно до чистого металла.
После этого подготавливается клей и обезжиривается поверхность радиатора. Холодная сварка для батареи отопления наносится на поверхность заплаты так, чтобы между очищенным металлом и краской на поверхности батареи был зазор 1-2 мм.
После нанесения клея он активно прижимается и оставляется для кристаллизации на время указанное в инструкции.
Ремонт течи в местах соединений секций радиатора
Этот случай ремонта позволяет обеспечить более высокое качество заделки течи. Дело в том, что ремонт труб и цилиндрических поверхностей легче, чем заделывать трещину на плоской поверхности. В этом случае кроме обычной пластичной массы в дальнейшем можно использовать двухкомпонентный клей с дополнительным бандажом для повышения прочности соединения.
При ремонте места соединения секций очищается не только место течи, а вся окружность места соединения. Дело в том, что неправильно сделанное соединение секций при уже имеющейся течи, в дальнейшем будет пропускать теплоноситель по всей окружности, поскольку механическая герметичность в нем нарушена.
Последовательность действий здесь следующая:
- Батарея отключается от подачи теплоносителя;
- Очищается вся поверхность по окружности соединения;
- Готовится клеящая композиция;
- Место нанесения клея обезжиривается;
- Наносится слой холодной сварки по всей окружности стыка секций;
- После высыхания первого слоя готовится композиция жидкого клея;
- На место наносится слой жидкого клея, после чего прикладывается полоса из стекловолокна и по ней снова наносится слой клея.
- Для закрепления результата делается 3-4 витка с обязательной пропиткой клея;
- После этого сверху ставится металлический хомут и зажимается винтом.
Ремонт протечек в гайках и сгонах
Для ремонта в этих местах обычно используется пластичная холодная сварка для батарей отопления. Как и в предыдущих случаях, место течи очищается от краски до металла. При очистке рекомендуется удалить часть пакли из соединения на глубину 1-1,5 мм, это даст возможность усилить место склеивания холодной сваркой.
После очистки и обезжиривания процесс приготовления и нанесения холодной сварки идентичен ранее описанным случаям.
Таким образом, холодная сварка на сегодняшний день оптимальное средство для временного ремонта чугунных батарей отопления.










Определение места утечки радиатора для осуществления ремонта
Первым признаком утечки является снижение уровня антифриза в бачке и быстрый нагрев двигателя, о котором сообщит температурный датчик. Для проверки нужно открыть капот, и внимательно осмотреть радиатор. Если на нём или под ним есть следы тосола, пора приступать к ремонту.
Чтобы найти место повреждения сначала следует слить охлаждающую жидкость, затем радиатор снимается и промывается. После этого используется один из двух способов:
- Отверстия на радиаторе заглушаются (например, деревянными пробками), кроме одного. Через него заливается вода, и насосом или компрессором (подойдёт устройство для подкачки шин) создаётся давление. Через повреждение польётся струя воды.
- После заглушки всех отверстий радиатор погружается в ванну с водой. Через место повреждения начнут выходить воздушные пузырьки. Если их нет, компрессором создаётся избыточное давление.
Протечка отопительного радиатора
При обнаружении места протечки в самой отопительной батарее заткнуть отверстие можно при помощи простого самореза. Это делается для уменьшения потока воды, что позволит удобнее выполнить последующие ремонтные работы, даже если краны не отключать.
При образовании дырочки в стыке радиатора отопления проблема устраняется при помощи проклеенного эпоксидкой кусочка ткани. Им обматывается поврежденное место. Протечка устранена, и можно успокоиться до окончания сезона.
При использовании плотного кусочка ткани, изоленты, скотча и соли тоже можно устранить протечку в батарее отопления:
- насыпаем соль на ткань и обматываем поврежденное место;
- закрепляем все скотчем.
В случае необнаружения места протечки стоит временно перекрыть краны отопительной системы, снять батарею, опустить ее в емкость с водой. Потом определяем по месту прохождения воздуха поврежденное место. Для ремонта используется герметик. После замазки участка повреждения дополнительно накладываем тканевую намотку и присоединяем назад батареи отопления.
Обычно в верхней части отопительного радиатора находятся краны для выпуска воздуха, которые можно использовать в процессе его работы. После окончания сезона работы радиатор отопления или его поврежденные секции меняют на новые.
Если течет секция радиатора, проводится та же процедура, что и при течи радиатора.
Батареи и трубы отопления могут быть как пластиковые, так и алюминиевые, отремонтировать их немного сложнее, и нужны специальные навыки для устранения в них течи. Если потекла батарея чугунная, то для ее ремонта потребуется холодная сварка.
Необходимо заранее побеспокоиться о наличии необходимых материалов для ремонта отопительной системы, и более тщательно все отремонтировать после окончания отопительного сезона.
Порядок пайки
Правильная организация процедуры пайки алюминия предполагает основательную подготовку, без проведения которой не удастся добиться нужного результата. Перед тем как самому паять радиатор, следует внимательно ознакомиться с соответствующей инструкцией. В ней указывается, что подготовительный этап включает в себя зачистку восстанавливаемой зоны и приготовление паяльного состава требуемого качества.
Подготовительные операции
Перед началом пайки необходимо удалить старое покрытие и зачистить зону пайки
Перед тем как запаять алюминиевый радиатор с помощью флюса на основе канифоли, поврежденный участок подготавливается согласно следующей инструкции:
- Удаляются остатки старого покрытия и следы загрязнения.
- Зона пайки зачищается посредством абразива.
- Сразу вслед за этим ее обезжиривают растворителем.
Прежде чем запаять радиатор, потребуется заранее приготовить флюс в металлическом тигле. Для этого канифоль сначала расплавляется газовой горелкой, после чего в расплав добавляются мелкие опилки железа, взятые в соотношении 1:2 (они выполняют функцию абразива). Одновременно с этим подготавливаемый состав перемешивается до состояния однородной массы.
Устранение небольших дефектов
По завершении подготовительных операций переходят к самому процессу пайки:
Паяльником захватывается небольшое количество припоя.
Круговыми плавными движениями он наносится на заранее обработанное флюсом место.
В процессе обработки важно внимательно следить за тем, чтобы слой припоя распределялся по поверхности по возможности равномерно.
При спаивании содержащиеся в припое опилки счищают с поверхности оксиды, а добавленная ранее канифоль перекрывает канал доступа кислорода. В результате создаются все условия для получения надежного контакта между различными металлами. Этот метод подходит только для небольших повреждений, размер которых не превышает нескольких миллиметров. На больших площадях флюс быстро остывает и не обеспечивает хороший прогрев места пайки.
Восстановление значительных повреждений
Для восстановления значительной площади радиатора потребуется специальный состав – плавень
С необходимостью восстановления значительных по площади алюминиевых поверхностей приходится сталкиваться довольно часто. Потребуется специальный паяльный состав, называемый «плавнем». Перед его применением проводится подготовка обрабатываемой поверхности батареи, как это делалось для небольших участков.
Исходные компоненты для приготовления плавня:
- хлориды калия и лития;
- обычная поваренная соль;
- сульфат натрия;
- криолит.
Подготовленная в определенной пропорции смесь сначала основательно перетирается в ступке до состояния пудры. После этого она пересыпается в тигель, где тщательно перемешивается до однородной массы, годной для получения расплава.
Порядок пайки с использованием плавня:
- Поврежденный участок тщательно прогревается посредством газовой горелки.
- На подготовленное место тонким слоем наносится порция плавня.
- Повреждение пропаивается оловянно-свинцовым припоем с добавкой малых количеств висмута.
При работе со спецтехникой (газовой горелкой) важно не перегреть восстанавливаемый участок, чтобы не прожечь его. Сила пламени подбирается с тем расчетом, чтобы его хватало только на равномерный прогрев поверхности алюминиевого изделия
Ремонт радиаторов сложной конфигурации
Пайка автомобильного радиатора
Возможны ситуации, когда требуется восстановить (распаять) алюминиевый радиатор автомобиля, имеющий множество труднодоступных мест. В этом случае методы, основанные на применении железно-канифольного флюса и приготовленного своими руками плавня, не подходят. Тонкостенные трубки медного или латунного радиатора автомобиля, например, из-за особенностей конструкции паять очень непросто. В указанной ситуации рекомендуется использовать низкотемпературный припой (НТП) с одновременной проклейкой восстанавливаемой поверхности. В перечень рассмотренных подготовительных операций следует добавить необходимость обжима плоскогубцами поврежденного участка радиатора или печки, что позволит уменьшить размеры отверстия.
По ходу пайки обрабатываемая зона сначала тщательно прогревается газовой горелкой, после чего в ее пламя вносится пруток НТП. Периодически проводя им по этому месту, нужно постараться сделать так, чтобы частички припоя цеплялись за края повреждения и постепенно «затягивали» его. На завершающей стадии потребуется герметизировать зону дефекта, используя для этого специальный высокотемпературный клей. С его помощью удается «заделать» все оставшиеся мелкие неровности и изъяны.
Пайка металлов
Способ ремонта в домашних условиях выбирают в соответствии с материалом изготовления узла автомобиля.
Медные радиаторы
Чтобы заварить деталь своими руками, выполняют следующие действия:
- Подготавливают поверхности, очищая их от пыли и жира. Укладывают медный радиатор на твердую горизонтальную поверхность.
- Прогревают обрабатываемый участок строительным феном. Это придает металлу мягкость и пластичность.
- На место течи тонким слоем наносят жидкую канифоль. Не давая материалу остыть, поверх накладывают нужный объем припоя. Его распределяют по поврежденной области, используя нагретый паяльник. Канифоль обеспечивает хорошее сцепление присадочного материала с основанием.
Особенности работы с алюминием
На поверхности любого изделия, изготовленного из этого металла, появляется оксидный налет, разрушающийся при высокой температуре. Пока пленка не растворится, спаять алюминиевые элементы не получится. Для устранения пробоин в радиаторе, выполненном из алюминия, применяют такие инструменты и материалы:
- паяльник мощностью более 100 Вт;
- металлические опилки;
- канифоль;
- оловянно-свинцовый припой.
Для устранения течи проводят следующие действия:
- Демонтируют радиатор, сливают охлаждающую жидкость. Очищают внутренние поверхности от накипи, используя специальное средство. Раствор заливают в полость детали, через некоторое время удаляют вместе с растворенными загрязнениями.
- Очищают и обезжиривают наружные поверхности. Просушивают элемент строительным феном. Перед тем как запаять радиатор, снимают оксидный налет механическим способом, применяя напильник или железную щетку. Если этого не сделать, качество шва будет низким.
- Смешивают канифоль со стальными опилками, наносят состав на ремонтируемые области радиатора из алюминия. Посредством разогретого жала паяльника равномерно наносят припой.
Ремонт латунного радиатора
Процесс запайки детали из этого материала практически не отличается от ремонта медных элементов. Перед началом работы поверхности очищают от загрязнений, обезжиривают. Для прогрева используют промышленный фен.









При работе с этим металлом применяют 2 вида флюса:
- На 2 части порошкообразной канифоли берут 1 долю стальных опилок. Их добывают путем трения напильника о металлическую поверхность. Компоненты помещают в емкость из огнеупорного материала, прогревают горелкой, перемешивают, охлаждают.
- 10% криолита, 56% KCl, 7% NaCl, 4% Na2SO4 и 23% LiCl. Все компоненты измельчают, перемешивают. Флюс хранят в темном месте в закрытой таре.
Электрическое устройство для пайки латуни не подойдет. Его заменяют паяльником, нагреваемым в печи. Припой доставляют путем подачи оловянного прутка.
Виды протечек и способы их устранения
Выделяют несколько основных видов протечек:
- трещина корпуса секционного, трубчатого или панельного радиатора;
- нарушение герметичности шва, соединяющего секции батареи;
- протечка в месте обвязки радиатора трубопроводом;
- нарушение герметичности труб.
Протечка на обвязке радиатора трубопроводом
Использование хомута и резиновой прокладки
Перед тем как заделать течь в батарее отопления. образовавшуюся на месте подключения подачи или обратки теплоносителя, необходимо заготовить некоторые инструменты, это:
- алюминиевый хомут;
- резиновая прокладка;
- проволока;
- плоскогубцы.
Устранение течи с помощью ФУМ ленты
Согласно ОКПД ремонт системы отопления в индивидуальном порядке может быть проведен с использованием специальной ФУМ ленты.
В большинстве случаев поврежденный радиатор предстоит заменить.
Применение холодной сварки
Пластинчатый клей способен устранить любые виды трещин и пробоев и вернуть батарее отопления герметичность. Клей устойчив к действию влаги и высоких температур. Его использование считается одним из самых надежных способов устранения протечек в системе отопления и часто используется в качестве экстренного метода во время аварий на контуре.
Инструменты для ремонта алюминиевого радиатора своими руками
Ремонтируют радиатор на полу, а промывают в ванне. В первом случае нужно застелить пол полиэтиленовой пленкой или непромокаемой тканью. При промывке, ванну укрывают таким материалом, который защитит поверхность от царапин.
Для прочистки, разборки и ремонта радиатора потребуются инструменты:
- набор гаечных ключей с разными головками или разводной ключ;
- ниппельный ключ;
- молоток с мягкой насадкой;
- наждачная бумага;
- для ремонта секций нужна нейтральная смазка;
- силиконовые прокладки.
Бывает, что в процессе монтажа обнаруживается износ гаек и ниппелей, их покупают по мере необходимости.
Справка. Начинайте ремонт радиатора в будни, когда есть возможность посетить сантехнический или строительный магазин.
Дополнительно подготавливают тазик или другую емкость для сбора грязной воды, которая вытекает из радиатора в процессе очистки.
Технологии самостоятельного ремонта
Способ 1. Железно-канифольный флюс
Итак, чем запаять поврежденный алюминиевый радиатор? Проще всего использовать флюс на основе канифоли. Инструкция будет следующей:
- Подготовка. Зачищаем обрабатываемый участок, удаляя остатки краски и загрязнения, затем ошкуриваем металл абразивом и обезжириваем растворителем. Чем тщательнее мы выполним все эти работы, тем эффективнее будет ремонт.
Основа флюса — измельченная канифоль
- Приготовление флюса. В металлическом тигле плавим канифоль, постепенно нагревая емкость и помешивая плавящееся вещество. Небольшими порциями добавляем железные опилки (1 часть на 2 части канифоли) и размешиваем до полной однородности смеси.
Опилки в составе смеси для пайки играют роль абразива
- Обработка поверхности. Ремонтируемый участок покрываем тонким слоем расплавленного железно-канифольного флюса. Чем меньше будет пропущенных участков, тем выше будет качество ремонта.
Внесение пропоя под слой флюса позволяет обезопасить поверхность от кисления
- Пайка. На паяльник набираем небольшое количество припоя, после чего круговыми движениями наносим его на алюминий под слоем флюса. Железные опилки при этом работают как абразив: они счищают оксиды, обеспечивая связь припоя и алюминия. Расплавленная канифоль позволяет свести к минимуму доступ кислорода, потому вторичное окисление не происходит.
Основной минус этого метода пайки алюминия — его сложность. Практически невозможно обрабатывать так большие повреждения, поскольку флюс быстро застывает, и качество ремонта снижается.
Запаянный участок должен выглядеть примерно так
Способ 2. Самодельный плавень
При ремонте достаточно крупных повреждений алюминиевых радиаторов своими руками можно использовать специальные составы — плавни. В этом случае работы выполняются так:
- Подготовка. Готовим место дефекта по схеме, описанной в предыдущем разделе, очищая и обезжиривая металл.
Участок с дефектом нужно тщательно зачистить и обезжирить
- Компоненты плавня. Сульфат натрия (4%), хлорид калия (56%), хлорид лития (23%), криолит (10%) и поваренную соль (75) по отдельности перетираем в ступке практически в пудру. После этого ссыпаем материалы в тигель и перемешиваем до получения однородного порошка.
В таком тигле плавятся компоненты самодельного флюса
- Подготовка плавня. Сухие компоненты засыпаем в тигель и плавим до однородности, аккуратно перемешивая.
- Пайка. Тонкий слой плавня наносим на поверхность, которую предварительно прогреваем с использованием газовой горелки. После этого пропаиваем поврежденный участок, применяя оловянносвинцовый припой с добавлением висмута.
Устранение дефекта с использованием плавня и припоя
Способ 3. Низкотемпературный припой с проклейкой
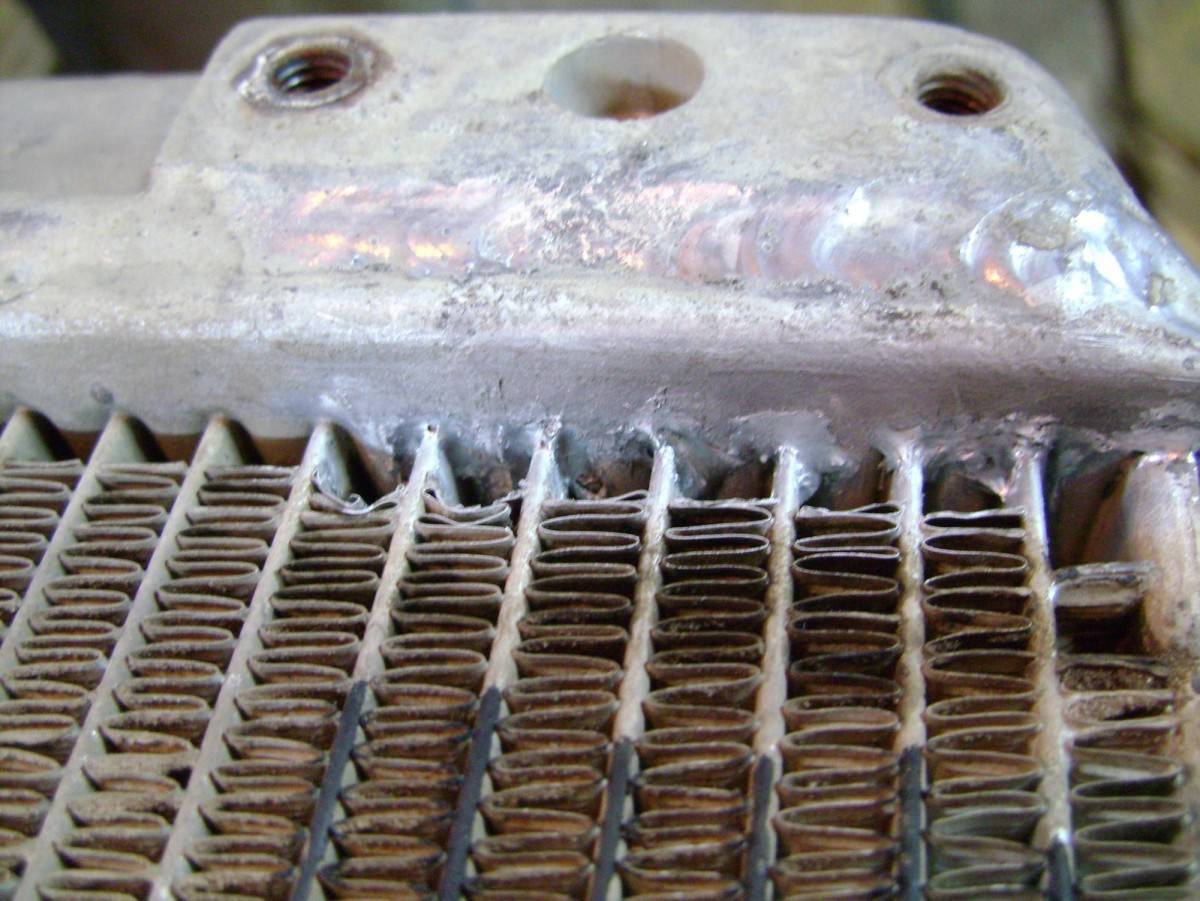
Такую течь запаять довольно сложно. Но реально!
Автомобильный радиатор отличается от радиаторов отопления в первую очередь конфигурацией резервуаров. При устранении неисправности паять приходится небольшие тонкостенные трубки и пластины, поэтому описанные выше методики не всегда будут применимы.








Самофлюсующиеся прутки легкоплавкого припоя
Альтернатива — использование алюминиевых прутковых припоев с низкой температурой плавления. Пример починки радиатора приводится в таблице:
| Иллюстрация | Этап работы |
| Зачистка участка. Используя наждак или специальную насадку на дрель/шуруповерт, зачищаем алюминий, снимая пленку окислов. | |
| Обезжиривание. Обрабатываем участок растворителем, удаляя органические загрязнения и остатки оксидов. | |
| Обжим повреждений. Используя небольшие плоскогубцы, обжимаем поврежденный участок, уменьшая площадь отверстия. Делается это чтобы облегчить процесс пайки. | |
| Пайка. С помощью газовой горелки прогреваем участок. После этого вносим в пламя пруток припоя с низкой температурой плавления и проводим им по повреждению. При каждом проходе частицы припоя будут попадать в отверстие и на поверхности вокруг него, постепенно устраняя дефект. | |
| Дополнительная герметизация. После завершения пайки наносим поверх отремонтированного участка высокотемпературный клей для алюминия. Полимеризуясь, этот материал закроет все микропоры, что в разы повысит надежность ремонта. |
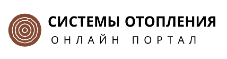
После пайки и обработки клеем секции радиатора выглядят так, как на фото
https://youtube.com/watch?v=oMgfIKd1unY
Ремонт алюминиевого и медного радиаторов
Материалом для изготовления большинства устройств служит медь и алюминий. Эти металлы отличаются высокой теплопроводностью и стойкостью к действию высоких температур.
Особенности медной пайки
Радиаторы из меди обладают характерным красно-розовым оттенком. Изделия из меди легко поддаются пайке. Простота процесса позволяет ремонтировать изделия из меди в домашних условиях.
Недостатком меди служит подверженность коррозии и высокая стоимость.
Особенности алюминиевой пайки
Алюминий обладает высокой антикоррозийной стойкостью и небольшим весом. Изделия из алюминия имеют серебристый цвет.
Особенности химических свойств алюминия затрудняют процесс пайки изделий из этого металла. Ремонт алюминиевых радиаторов в домашних условиях вызывает большие трудности.





