
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Как работать с электромуфтой
Технология сварки при помощи паяльника-утюга есть сварка электромуфтой. Муфты для нагрева труб и фитингов идут в комплекте к инструменту и крепятся на него по необходимости. Работать с таким паяльником можно одному человеку. В этом случае удобнее фиксировать сварочник ногами, стоя на коленях.

Инструмент разогревают до 260 градусов – это стандартная рекомендуемая температура для работы (при наружной не ниже +10). Трубу и фитинг одновременно вводят в электромуфту и выдерживают необходимое время. Вытаскивать первой следует трубу, затем фитинг. Детали соединяют вручную и фиксируют до остывания.
Что следует учитывать:
- Детали, введенные в электромуфту нельзя проворачивать. Движение полипропилена приведет к его налипанию, деформируя деталь и портя инструмент.
- Перегрев приведет к расплавлению материала и заплыву внутреннего просвета трубы или фитинга.
- Недогрев не позволит материалу достаточно расплавится для соединения.
- Низкая температура воздуха приведет к стремительному остыванию деталей, которые вынули из электромуфты. Это не даст хорошего соединения, либо у мастера не будет времени для корректировки направления стыка.
Как осуществить стыковку?
Разберемся, как соединить две детали трубопровода, не применяя сварку и резьбовые фитинги. Чаще всего, применяют следующие способы:

- установка муфты Gebo (Гебо);
- монтаж обоймы или хомута;
- фланцевое соединение.
Муфта Gebo
Такое название носит специальный фитинг, с его помощью можно вручную объединить две трубы в единую магистраль. В составе муфты:
- корпус;
- три кольца – уплотнительное, прижимное, зажимное;
- гайка.
Чтобы установить муфту, на трубу надевают гайку и все остальные детали по порядку, последней надевается муфта, её нужно надеть до половины, затянув гайку. Затем деталь, которую хотят соединить с трубой, стыкуется с фитингом в той же последовательности.
Надежность соединения при использовании муфты Геба зависит от того, насколько правильно была выполнена данная работа. Если все сделано верно, то стык будет абсолютно герметичным и прослужит долго.

Установка ремонтной муфты или хомута
Отремонтировать или модифицировать трубопровод можно с использованием монтажной обоймы. Эта деталь состоит из двух половинок, которые стягиваются болтами, плотно обхватывая трубу.








Проведение работ:
- если проводится ремонт или стыковка труб, бывших в эксплуатации, то нужно очистить место соединения от окалины, краски и любых других загрязнений. Поверхность должна быть совершенно чистой и гладкой;
- далее на место соединения устанавливается резиновый уплотнитель, сверху накладываются разъемные детали с двух сторон;
- детали стягиваются болтами.
Этот способ очень простой, но он не обеспечивает достаточную степень надежности, поэтому её стоит использовать на безнапорных трубопроводах либо в качестве временной меры. Установка хомута проводится так же. Отличие этой детали от ремонтной обоймы заключается в том, что хомут затягивается с одной стороны, а обойма с двух.
Фланцы
Еще одним простым способом соединения деталей трубопровода является установка фланцев. Фланцами называются детали в виде кольца, в центр которого вставляется патрубок или труба.

На торцы соединяемых деталей надеваются одинаковые фланцы, которые затем соединяются друг с другом и стягиваются болтами. Между фланцами устанавливается прокладка. Выполнение соединения:
- производится подготовка соединяемых деталей, торцы должны быть срезаны точно под углом 90 градусов, очищены от краски и грязи. Снятие фаски не является обязательным;
- на подготовленные детали надевают фланцы;
- устанавливаются прокладки из резины или паронита;
- соединяются две детали с установленными на них фланцами;
- производится постепенное затягивание болтов, стягивающих оба фланца. Затягивать болты нужно постепенно и крест-накрест, а не по окружности.
Как паять полипропиленовые трубы для отопления в труднодоступных местах правильно: видео-инструкция
Пластиковые трубы поучили невероятно широкое распространение в сантехнике благодаря множеству своих неоспоримых преимуществ. Одним из них является простота соединения отдельных полипропиленовых элементов посредством пайки.
Далее мы рассмотрим основные принципы выполнения такой задачи.

Как паять полипропиленовые трубы своими руками с помощью специальных инструментов
Технические особенности
Перед тем как паять трубы из полипропилена, следует ознакомиться с некоторыми нюансами, оказывающими значительное влияние на данный процесс.
Термостойкость
При какой температуре паять полипропиленовые трубы? Для ответа на этот вопрос можно выделить три основных температурных порога:
| Температура | Поведение полипропилена |
| 95 оС | Полное сохранение упругости, является рекомендованным производителями пределом нагрева |
| 140 оС | Потеря твёрдости и формы, размягчение материала |
| 260 оС | Начало перехода в жидкое агрегатное состояние – плавление |

Фото деформированных труб из полипропилена в результате воздействия высокой температуры
Из таблицы видно, какой температурой паять полипропиленовые трубы, их хватает разогреть до 260 оС, чтобы можно было осуществить соединение. Это достаточно низкий показатель, который несложно воспроизвести в домашних условиях с помощью специального инструмента, о котором мы поговорим немного позже.
Влияние теплового расширения
Тепловое расширение свойственно всем материалам, и пластик не является в этом случае исключением. А в случае с трубами его правильнее будет назвать удлинением, так как при нагревании они вытягиваются, провисая или принимая волнистый вид.
Как правильно паять полипропиленовые трубы, чтобы суметь избежать неприятных последствий теплового удлинения?
Для этого существует да метода:
- Использовать вместо обычных изделий армированные. Их деформирование в случае нагрева в пять раз меньше.
- Устанавливать в местах соединений П-образные элементы. Благодаря им всё сведётся к сближению «ножек» конструкции.

Пример применения П-образного элемента
Особенности пайки армированных труб

Демонстрация армированного слоя
Как правильно паять трубы из полипропилена, имеющие армированный слой?
Это зависит в первую очередь от того, какой материал был использован для его создания:
- Стекловолокно паяется также как и обычные изделия.
- Алюминий нуждается в предварительной зачистке с помощью специального инструмента – шейвера. Если же усиливающий слой расположен в середине трубы, то для его удаления вам понадобится торцеватель.

Образец подходящего шейвера
Приступаем к пайке
Но сначала давайте разберёмся, чем паять полипропиленовые трубы:
Инструменты

Паяльник для полипропиленовых труб
Самое главное значение, конечно же, имеет специальный паяльник, так как именно им вы и будете создавать соединения. Мощность самого простого подходящего для работы агрегата не превышает 800 Вт, а в комплекте имеются насадки для наиболее распространённых в бытовом использовании труб с сечениями 20, 25 и 32 мм.

В труднодоступных местах больше подойдёт к использованию прямой паяльник
Также вам ещё понадобятся следующие принадлежности:
| Название | Назначение |
| Рулетка | Производить все необходимые замеры |
| Карандаш | Наносить разметку согласно произведённым замерам |
| Ножовка по металлу | Резать трубу на отрезки необходимой длины |
| Остро заточенный нож | Снимать фаску с края обрезанного изделия |
Ножницы для резки ПВХ труб
В случае если вы планируете работать с армированными изделиями, то обязательно обзаведитесь подходящим шейвером. Дорогой инструмент выбирать нет смысла, так как его стоимость обусловлена долговечностью, а вам для разового использования вполне достаточно будет и дешёвой модели.








Осуществление пайки
Теперь переходим непосредственно к вопросу, как запаять полипропиленовую трубу? Проверьте наличие всего необходимого под рукой и приступаем.
Шаг 1
Инструкция:
Замеряем нужный отрезок, добавляем к нему 20 мм, которые, несомненно, оплавятся в процессе работы.

Нанесение разметки карандашом
Отрезаем точно по намеченной линии.
Порезка трубы специальными ножницами
Устанавливаем в паяльник подходящую насадку и ждём её разогрева.

Паяльник с насадкой греется до нужной температуры
Шаг 4
Срезаем фаску с внешней стороны трубы и с внутренней стороны фитинга. Если этого не сделать, то оплавленные края могут задраться, что сделает соединение не пригодным к эксплуатации.
Шаг 5
Шейвером снимаем армированный слой. Для этого вставляем изделие в прибор и несколько раз проворачиваем.

Обработка армированной пластиковой трубы шейвером

Процесс плавления пластика паяльником
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.
Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.
Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов – если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось – в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Для качественной пайки в труднодоступных местах большое значение играет качественный выбор паяльника – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Контроль качества сварного соединения
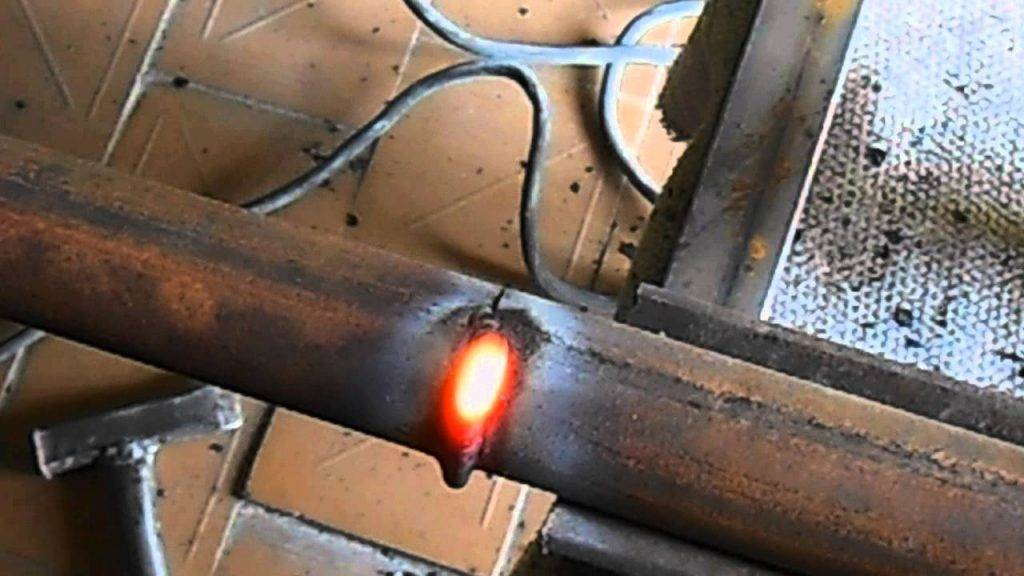
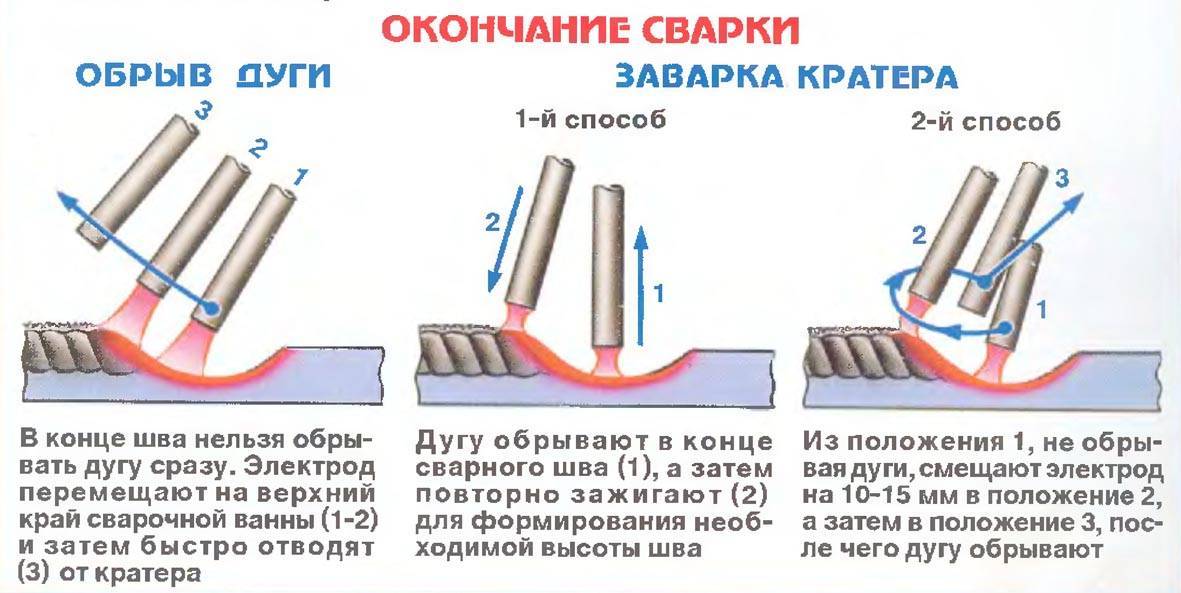
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.
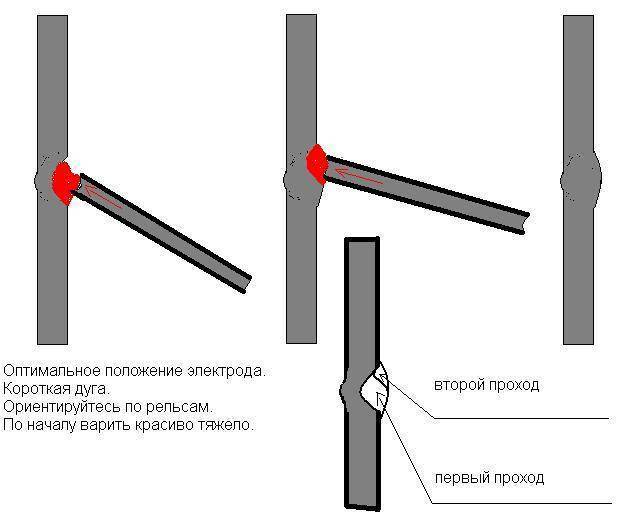
Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.








Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.
Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками — это исключит прилипание полипропилена и повысит качество соединений.
Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов — если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось — в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Чтобы пайка полипропиленовых труб в труднодоступных местах была качественной, нужно выбрать правильный паяльник – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Как паять полипропиленовые трубы в труднодоступных местах
Если верить производителям, то срок эксплуатации труб из полипропилена составляет более 45 лет, что делает их наиболее востребованными сегодня в системах водоснабжения и отопления. Но нужно отметить, что такой срок службы возможен только при соблюдении оптимальных условий. Например, при температуре среды со знаком «минус» напор в системе должен быть высоким, а при высокой температуре – низким. В других условиях срок службы труб будет составлять не более 5 лет. Стоит отметить, что в имеющихся бытовых условиях практически всегда наблюдаются оптимальные условия для работы полипропиленовых труб, поэтому возникнуть проблем с ними не должно.
Виды полипропиленовых труб
По внешнему виду трубы из полипропилена можно разделить на элементы с черным, серым, а также белым или зеленым покрытием. Причем трубы черных оттенков наименее подвержены действию ультрафиолета. Благодаря большому сроку их службы можно трубы из полипропилена устанавливать как внешне, так и внутри стен. А чтобы знать, как правильно сделать выбор труб отопления, необходимо ознакомиться с их классификацией:
- трубы PN10 чаще всего применяют для систем холодного водопровода, а также при монтаже «теплого пола» с температурой не более 45 °C;
- трубы PN16 хороши в системах холодного трубопровода с высоким напором, а также в системах центрального отопления, где наблюдается несколько низкий напор;
- трубы PN20 являются универсальными, потому как применяются как в системах холодного, так и горячего водопровода с температурой жидкости до 75 °C;
- трубы PN25 производители дополнительно укрепляют, поэтому они незаменимы при установке в системах с высоким напором.
Как правильно паять полипропиленовые трубы
Для монтажа труб из полипропилена поперечной длиной до 6 сантиметров своими руками обычно применяют зажимный или раструбный метод пайки (см. видео). И тот, и другой способ предусматривает использование специальной вспомогательной детали – зажимного устройства. Для соединения труб с резьбой чаще всего применяют фитинги. Паять полипропиленовые трубы большого диаметра, т.е. более 6 сантиметров, рекомендуется методом стыка, который не требует применения дополнительных элементов и поэтому является более надежным.

Для пайки полипропиленовых труб поперечной длиной до 4 сантиметров можно использовать ручной сварочный аппарат, а для соединения труб большого диаметра, т.е. больше 5 сантиметров, – устройство с центрированными приспособлениями. Соединяются части труб между собой путем нагрева при помощи насадок сварочного аппарата. Паяльник устанавливается обязательно на горизонтальной поверхности и закрепляется. Специальные насадки для полипропиленовых труб нужного размера в нем должны быть зафиксированы еще до его нагревания. Температура нагревания аппарата обычно доходит до 260 °C за 12-14 минут.
Нужно отметить, что паять трубы из полипропилена нельзя при слишком низкой температуре воздуха, ведь это очень влияет на качество соединений. Например, при слишком высокой температуре среды температура нагревания должна быть несколько уменьшена, а при низкой – наоборот увеличена. Первая сварка труб должна проводиться только через 5 минут после полного нагрева аппарата, а по окончанию каждой пайки механизм должен очищаться от ненужных остатков.
Пайка в углах
Трубы из полипропилена для пайки в углах должны обрезаться своими руками только под углом 90 градусов (см. видео). Кроме того их концы должны зачищаться и обезжириваться. Для того чтобы обеспечить плавное прохождение труб в углах во время пайки используют зажимное устройство или фитинги. Глубину вхождения труб в них обозначают еще перед началом работ. Чтобы паять трубы их вместе с угловой насадкой помещают в сварочный аппарат и нагревают до необходимой температуры. В конце пайки трубам дают время на остывание. Особенно это касается элементов с негрубыми стенками, которые могут легко деформироваться.
В труднодоступных местах
Работать с трубами из полипропилена своими руками в труднодоступных местах достаточно сложно, так как требуется точность движений. При получении хоть малейших искривлений, особенно для элементов большого диаметра, необходима их срочная замена. Во время пайки аппарат для сварки постоянно должен находиться во включенном состоянии, а нагрев отдельных труб должен проводиться одновременно, как на видео.
Недостаточный их нагрев может привести к тому, что качество соединения будет низким, что в свою очередь приведет к поломке системы в будущем. Перегрев труб из полипропилена при соединении в труднодоступных местах может привести к потере их формы и невозможности введения в зажимное устройство или фитинг.
stroimdelaem.ru





