Удобство интеграции и монтажа
Большинство специалистов касательно данного вопроса сходятся в том, что самыми легкими в этом плане являются однослойные трубы. Для работы с ними всего лишь достаточно:
- Обрезать труборезом (ножовкой) выбранный образец по нужной длине;
- Зачистить по краям имеющиеся заусенцы;
- Сцепить все конструктивные части посредством фитинга (либо с помощью специального клея – «жидкой сварки»).
В принципе, и многослойные трубы монтируются по тому же методу, разве только холодная сварка в этом случае вообще неприемлема, ибо она скрепит только внешние слои, что не обеспечит надлежащего соединения. Отсюда видно, что многослойные изделия лучше соединять посредством горячей сварки либо с помощью особых фитингов (с резьбой для многослойных конструкций).
Стоит отметить, что специальной подготовки перед работой потребуют образцы с алюминиевым армированием. Алюминиевая фольга сцепляется с полипропиленом посредством клея, что означает возможность последующего расслаивания, в отличие от того, как, например, стекловолоконные трубы практически «впиваются» друг в дружку. В целях предотвращения данной негативной ситуации, до начала сварки РР-труб с алюминиевым армированием, следует убрать маленький участок фольги и припаять внешний слой к внутреннему. Благодаря такой нехитрой операции, жидкость не сможет проникать про меж слоев, и, соответственно, угроза разрушения и деформации трубопроводной системы не возникнет.
Армирование
Полипропилен — материал, имеющий массу достоинств, но наряду с ними и некоторые особенности. При выборе его для дома, прежде всего для систем горячего водоснабжения и отопления, их необходимо учитывать.
Основных момента, про которые нужно помнить, два:
- Ограниченная сверху 95-ю градусами рабочая температура. Хотя по действующим стандартам температура воды в инженерных системах многоквартирного дома и ограничена теми же 95 С, фактически при определенных обстоятельствах это значение может быть превышено. Это скорее форс-мажор, но такое бывает.
- Большой коэффициент теплового расширения. Гибкость полипропилена позволяет в большой степени компенсировать тепловое расширение, но есть ситуации, когда любые смещения трубы нежелательны. Возьмем хотя бы укладку полипропиленовой трубы под стяжку или штукатурку.
Армирование полностью решает вторую проблему и отчасти — первую. Армированная полипропиленовая труба для отопления почти не расширяется при нагреве. Кроме того, при температуре, при которой полипропиленовая труба для отопления начинает размягчаться, армирование удержит ее от деформации.

Пластику здесь не место
Виды армирования
В качестве арматуры для полипропиленовых труб обычно применяются два материала:
- Алюминиевая фольга — прослойка из алюминия толщиной от 0,1 до 0,5 миллиметра, расположенная снаружи трубы либо внутри нее, между слоями полипропилена. Способ ее соединения с полипропиленом — клей; она может быть цельной либо перфорированной.
- Стекловолоконная сетка. Если быть точным, то армированные стекловолокном трубы представляют собой трехслойную конструкцию, где внутренний и наружный слои — полипропилен, а средний — смесь из полипропилена и стекловолокна.
Ну и причем здесь зачистка полипропиленовых труб?
Дело в том, что если ваши полипропиленовые трубы армированы алюминием, то до сварки с фитингом алюминиевая фольга должна быть удалена из места соединения.
Полипропиленовые краны
При использовании пластиковых труб, эстетичнее будет использование кранов, облитых полипропиленом. Обычно так рассуждают неопытные сантехники. На самом деле, лучше использовать обычные латунные краны с переходом на полипропилен через муфту.
Дело в том, что залитые пластиком краны обладают более низкой надежностью. Кран состоит из двух принципиально разных материалов (металл и пластик), с разными плотностями и тепловыми расширениями. Из-за разных свойств зачастую возникают проблемы в виде протечек или поломок. Мировые производители признают недостатки полипропиленовых кранов и ведут работу над ошибками, но пока рано утверждать, с полной уверенностью, о надежных кранах подобного типа.
Гораздо более надежным решением будет латунный кран с двумя муфтами, с резьбой. В муфте так же имеются два материала, металл и пластик, но эти детали неподвижные, в отличие от крана.
Помимо надежности, в использовании обычных кранов есть и эстетическая сторона: кран можно крутить по оси и придавать ему более ровное положение. Запаянный пластиковый кран уже не повернуть на трубе, нужно очень четко сделать пайку с первого раза, исправить пайку можно будет только впаиванием нового крана.
Ко всему прочему, обычные краны обладают, как правило, более меньшими размерами, да и ассортимент изделий гораздо более широкий.
Так же как и латунные, полипропиленовые краны бывают двух типов: вентильные и шаровые
Обратите внимание, шаровые краны можно использовать только в двух положениях: открытое и закрытое, регулирование недопустимо. Так утверждают все производители
Однако на этот счет, в процессе работы сантехником, сформировалось другое мнение.
Вышесказанное справедливо для дорогих, качественных изделий, ну а в наших реалиях, как правило, приходится иметь дело с бюджетными кранами. Так вот, если сравнивать два бюджетных изделия, вентиль и шаровый кран — по надежности выигрывает шаровый, даже при постоянной регулировке. Хотя вентиль конкретно предназначен для регулирования, он выходит из строя очень быстро. Такое мнение сформировалось за многие годы работы. Эти размышления справедливы как для латунной запорной и регулирующей арматуре, так и для изделий, залитых полипропиленом.
Маркировка и требования к сырью изделий для канализации
Фасонные элементы, трубы и фитинги изготавливаются из полипропилена блоксополимера либо полипропилена гомополимера с включением добавок (стабилизаторов, пигментов). Значение ПТР при 230 °С/2,16 кг должен быть менее 3,0 г/10 мин.
Материал фасонных элементов и труб для сварки встык подлежит классификации по ПТР:
- Текучесть расплава ≤ 0,1 г/10 мин – класс А;
- От 0,3 г/10 мин до 0,6 г/10 мин – класс В;
- От 0,6 г/10 мин до 0,9 г/10 мин – класс С;
- От 0,9 г/10 мин до 1,5 г/10 мин – класс D.
При этом сварке встык подлежат канализационные трубы и фасонные элементы, которые относятся к одному или соседнему классу ПТР. При производстве допускается добавление материала, перерабатываемого повторно. Для изготовления уплотнительных колец применяется резина.
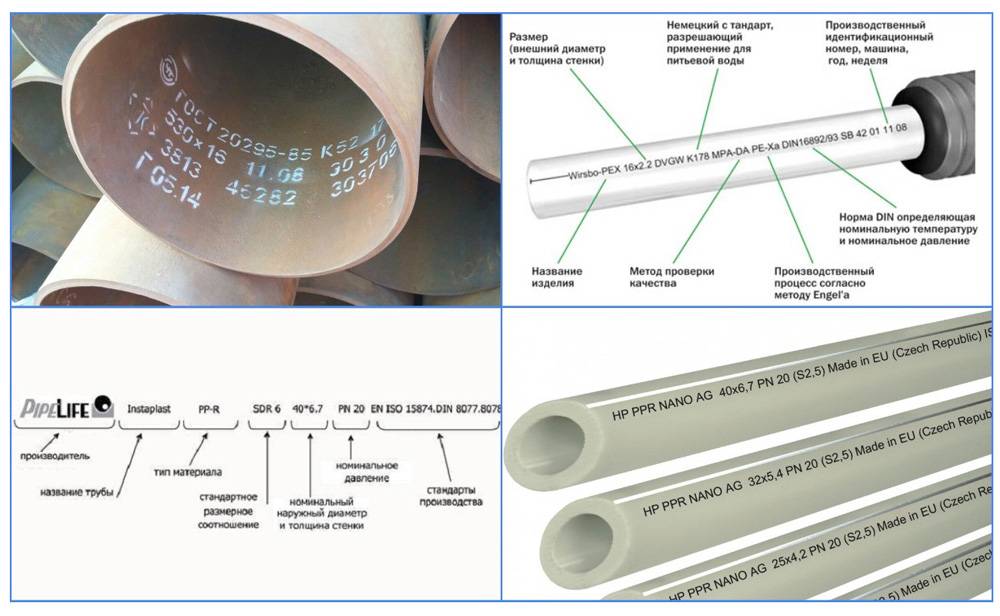
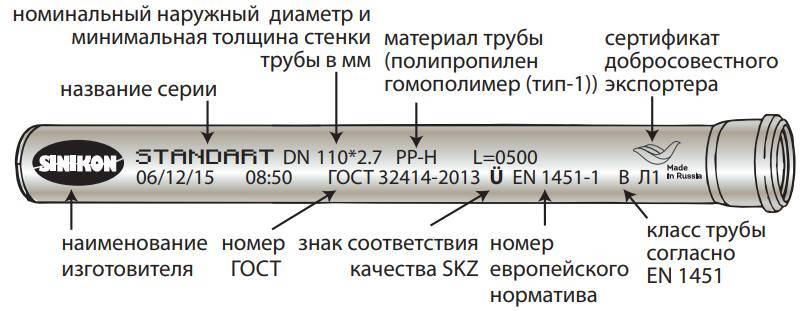
Трубы и фитинги маркируются с наружной стороны. Если для этого используется метод термотиснения, то на глубину вдавливания накладывается ограничение в 0,25 мм. Маркировка труб канализации производится с интервалом 1 метр и менее. Она содержит информацию об изготовителе (товарный знак либо наименование), условное обозначение изделия и дату изготовления.
Необходимая информация наносится на внешнюю сторону трубы при помощи специального оборудования
Если коммуникации имеют длину не менее одного метра, то они могут маркироваться ярлыками-наклейками. На изделиях для сварки встык приводится класс по ПТР.
Инструменты для зачистки
Голыми руками трубу не зачистишь: инструмент для зачистки нужно предварительно выбрать и купить.
К тому же инструмент для полипропиленовых труб различается в зависимости от того, какие задачи перед ним ставят.
Так, в наше время в работе мастера используют:
- шейвер;
- торцеватель.
Шейвер – инструмент, что сильно напоминает муфту с отверстиями и накладными ручками. Его задача заключается во внешней очистке трубы от пластикового слоя, а затем удалении и армирования.
После обработки шейвер оставляет чистый полипропилен без армирования, заусениц и прочих непотребностей.
Внутри шейвер оборудован ножами из инструментальной стали. Снаружи его корпус выполнен из легких металлов. Работает он так же, как и точилка для карандаша. Только срез ножей более плавный, и рассчитан на твердую структуру полипропилена. Работать с ним тоже надо так же, как и с точилкой.
Торцеватель – инструмент схожего образца. Если шейвер предназначен для внешней зачистки армирования, то торцеватель применяется при внутренней зачистке.
Он уже напоминает модифицированный . Только в отличие от метчика не нарезает резьбу, а срезает стружку полипропилена вместе с армированием.
Торцевателем имеет смысл пользоваться, когда трубы предполагается паять через станок с нагревом по внутренней стороне трубы. Стоимость ручного торцевателя равна 5-8 долларам. Есть и более дорогие модели.
Встречаются также механизированные насадки. Они монтируются на дрель или станок. Рассматриваемые детали демонстрируют удивительную эффективность.
Станок зачищает единую трубу буквально за секунду, при этом качество зачистки просто идеальное. Но не у каждого есть доступ к такому оборудованию. При ремонте или стройке в бытовых условиях станок вполне заменят ручные шейвер и торцеватель.
Зачистка и спаивание
Рабочий процесс элементарен и легко проделывается вручную. Все что нужно сделать – зачистить трубу, а затем скрепить ее с другим отрезком или путем нагрева.
Этапы работы:
- Готовим инструмент и материал.
- Зачищаем ее шейвером или торцевателем.
- При необходимости убираем излишки или заусеницы.
- Спаиваем отрезки.
Желательно не перебарщивать с зачисткой. От трех до пяти поворотов хорошим инструментом вполне достаточно. Если зачистите больше, то слой полипропилена в месте сцепки труб станет слишком тонким, а это уже чревато ослаблением всей конструкции.






Если полипропиленовые трубы армированы с помощью алюминия, то при сварке с фитингом фольга удаляется с участков, которые планируется фиксировать. Делается это с помощью специальной зачистки.
Виды полимерных труб, используемых в бытовых сантехнических системах
Применение полимерных труб для сантехники допускают СНиП 2.04.01−85* «Внутренний водопровод и канализация зданий», узаконившие в п.10.1* раздела 10 «Трубопроводы и арматура» использование для внутренних трубопроводов холодной и горячей воды всех сетей водоснабжения труб и фасонных изделий из различных пластмассовых материалов, в том числе:
Полиэтилена;
Полипропилена;
Поливинилхлорида;
Полибутилена;
Металлополимеров и стеклопластика.
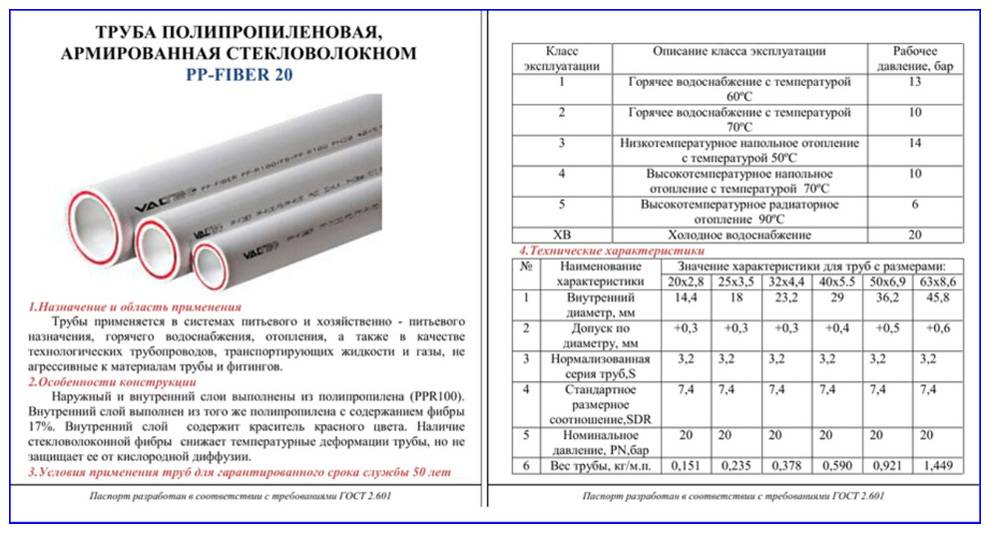
ГОСТ Р 52134—2003 «Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления» в таблице 26 устанавливает классы эксплуатации полимерных труб:
- Класс 1 — для горячего водоснабжения (рабочая температура 60 0 Ц);
- Класс 2− для горячего водоснабжения с рабочей температурой 70 0 Ц;
- Класс 3 — для низкотемпературного напольного отопления с температурой 60 0 Ц;
- Класс 4 — для высокотемпературного напольного и низкотемпературного радиаторного отопления с температурой 70 0 Ц;
- Класс 5 — для высокотемпературного радиаторного отопления с температурой 90 0 Ц;
- Класс ХВ — холодное водоснабжение.
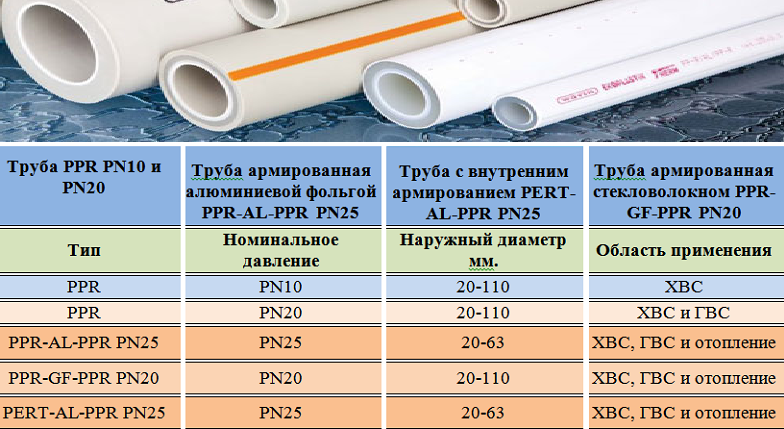
Область применения пластиковых труб зависит от технических характеристик материалов изготовления. Наиболее популярными среди пользователей бытовой сантехники являются:
- Трубы из полиэтилена низкого (ПНД) и высокого (ПВД) дваления;
- Трубы из полипропилена модификации, получившей название «рандом сополимер», обозначаемой PPRC или PPR.
Характеристики полипропиленовых труб
- Основные преимущества полипропиленовых изделий:
- Значительно меньший вес, чем у металлических труб, что намного облегчает их транспортировку и монтаж.
- Неподверженность при эксплуатации коррозии, засорам, воздействию агрессивных сред.
- Быстрая установка без использования сложной техники и необходимости в специализированных навыках.
- Срок службы до 50 лет.
- Многие типы полипропиленовых труб обладают звукоизоляционными свойствами.
- Абсолютная экологическая безопасность.
- Невзирая на массу достоинств, изделия из полипропилена имеют ряд недостатков:
- Высокий коэффициент температурного расширения (у армированных – 2-3,5 мм на 1 м, у цельных – в 4-5 раз больше).
- Необходимость предварительной обработки труб и фитингов с внешним армированием с применением специального оборудования.
- Наличие на рынке некачественных материалов с дефектами внешнего слоя.
- Отличие полипропиленовых труб от аналогичных изделий состоит в их высокой текучести, из-за чего они могут деформироваться со временем даже от собственного веса. В связи с этим их монтируют с креплением через 50-60 см.
- Так как трубы из полипропилена достаточно жесткие на изгиб, при сборке систем из них необходимо большое количество поворотных фитингов.
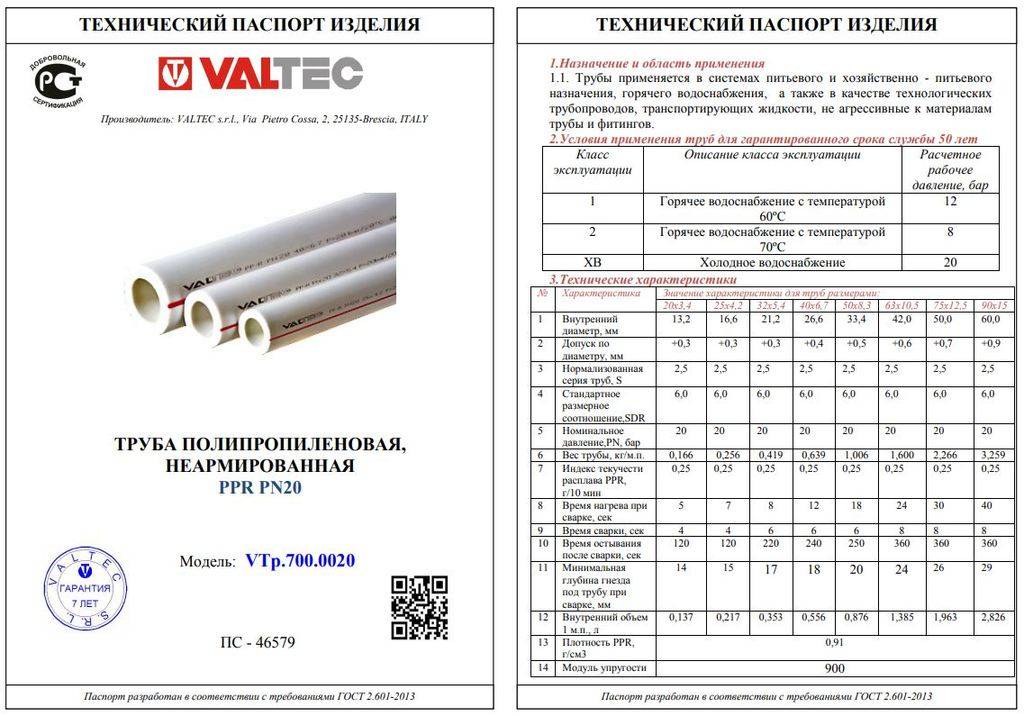
Какое давление держат
Обозначается в маркировке трубы отопления после букв PN. Если в маркировке указано PN20, это означает, что изделие из полипропилена рассчитано на уровень атмосферного давления в 20 атмосфер, а, соответственно, PN25 – на 25 атмосфер. Данные образцы выдерживают максимальное давление и долгий рабочий режим, но даже при пиковом давлении они не будут разрушаться.
Конечно, для предельных нагрузок лучше использовать полипропиленовые изделия с маркировкой PN25, поскольку при повышении температуры прочность теплоносителя трубы отопления значительно падает.
Так, при температуре 90 градусов давление для образца с маркировкой PN20 будет составлять уже не 20 атмосфер, а приблизительно 6,5 кгс/см². Но в системе отопления данная категория труб остается способной выполнять возложенные на нее функции.
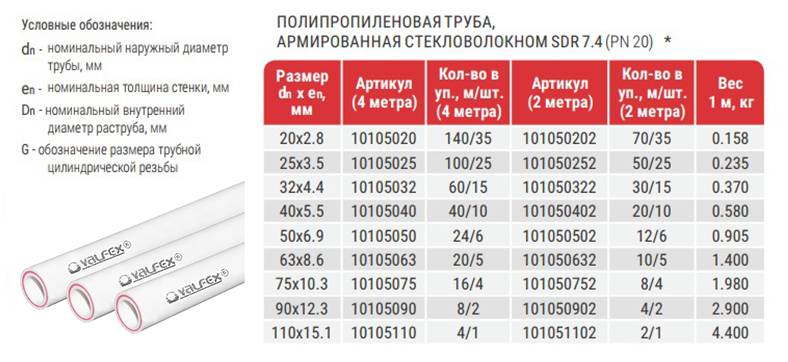
Какие диаметры бывают
При составлении схемы трубопровода из полипропилена лучше ориентироваться диаметр. Для устройства системы отопления следует учитывать результаты гидродинамических расчетов.
Основная цель при проведении расчетов – это выбор трубы с минимальным размером в диаметре с учетом давления рабочей среды и общего проекта системы отопления.
Например:
Изделия из полипропилена диаметром от 20 до 32 миллиметров актуальны в частном строительстве благодаря высокой пропускной способности и возможности придать любую форму изгибу.
Для подачи горячей воды рекомендуется использовать пластиковые трубы диаметром 20 мм, а для устройства стояков – 25 мм. В устройстве системы центрального отопления лучше применять образцы из полипропилена размером в диаметре 25 мм, для автономного отопления этот показатель может колебаться.
Для устройства теплого пола рекомендуется использовать полимерные трубы диаметром не более 16 мм.
Внутренний диаметр полипропиленовых труб (таблица)
Перед тем, как проектировать трубопровод, необходимо знать, какой диаметр полипропиленовых труб будет использован. Существует сложный гидравлический расчет. Его цель – подобрать такой размер для каждого участка, чтобы сэкономить при покупке.
При расчете учитывается рабочее давление и структура системы. Большое сечение, конечно, не навредит, но обойдется очень дорого. Если сечение будет слишком маленькое, снизится напор.
Какие диаметры полипропиленовых труб бывают? От 16 до 1200 мм! Однако для бытовых систем водоснабжения и отопления используются изделия диаметром от 16 до 32 мм, для внутренней канализации – от 40, 50 мм до 110 мм.
Максимальный диаметр полипропиленовых труб актуален при монтаже наружных канализационных трубопроводов для очень больших домов или целых микрорайонов.
При проектировании внутренней системы холодного водоснабжения выбор размера зависит от протяженности трубопровода и количества точек водоснабжения. Подводящая труба чаще всего имеет размер 32 мм, для разводки в помещениях наружный диаметр 16 – 20 мм.
Не менее важен и такой показатель, как толщина стенки. От нее зависят внутренние диаметры полипропиленовых труб. Таблица поможет понять разнообразие размеров:
Характеристики труб из полипропилена
Лучшего варианта, чем полипропиленовая труба, придумать для организации водоснабжения в доме сложно. Практически по всем техническим характеристикам полипропилен (термопластичный полимер пропилена, ПП, PP) превосходит поливинилхлорид и полиэтилен. У данного пластика самая низкая плотность (0,91 г/см3) среди аналогов, используемых для производства трубных изделий и фитингов к ним.
Из полипропилена выпускают широкий ассортимент продукции
При этом полипропиленовые трубы отличаются повышенной стойкостью к воздействию щелочей и кислот, а также высокой рабочей температурой и хорошей сопротивляемостью к деформации при ударах. Плавиться ПП начинает при 160–170 градусов С, а размягчаться приблизительно при 140 градусах С. Все зависит от использованных на производстве добавок и пластификаторов.
Таблица классов эксплуатации пластиковых труб по ГОСТ Р 52134-2003
| Класс | Описание | Температура |
|---|---|---|
| 1 | Горячее водоснабжение | 60° |
| 2 | Горячее водоснабжение | 70° |
| 3 | Низкотемпературное напольное отопление | 60° |
| 4 | Высокотемпературное напольное и низкотемпературное радиаторное отопление | 70° |
| 5 | Высокотемпературное радиаторное отопление | 90° |
| ХВ | Холодное водоснабжение | — |
Трубы из полипропилена подходят как для водопровода (ХВС и ГВС), так и для отопления. Однако здесь надо внимательно смотреть на маркировку. Сейчас выпускаются разные варианты этого пластика, различающиеся технологией изготовления и характеристиками.
Что дает армирование полипропиленовых труб
Положительные свойства армированных полипропиленовых труб достигаются за счёт наличия защитного слоя. В трубах, использующихся в домашних условиях, его толщина не превышает 0,1-0,5 мм. Армирование необходимо для:
- Снижения температурного воздействия на полимер. Вообще полипропиленовые трубы неплохо выдерживают высокие температуры. Верхним порогом является 95 градусов. По идее, для домашних систем отопления и водопровода этого должно быть достаточно. Но в некоторых ситуациях, в том числе и аварийных, температура транспортируемой жидкости может подниматься. Это вызывает деформации участков трубопровода. Алюминиевая фольга повышает способность трубы выдерживать высокие температуры и предотвращает разрывы системы.
- Компенсации теплового расширения. Главным недостатком полипропиленовых труб является существенное расширение при перепадах температур. При резком расширении, а затем – сужении, полипропилен теряет свои пластические качества и постепенно растрескивается. Это свойство не лучшим образом отражается на сохранности труб без армирования.
Но армировка также несколько затрудняет сварку полипропиленовых трубопроводов, поэтому при монтаже просто необходимо прибегнуть к зачистке трубы. Зачистка в случае с таким типом труб представляет собой удаление тонкого слоя алюминиевой фольги.
Армирующий слой придает трубе прочность, но для качественной сварки его нужно обрабатывать
Правила монтажа полипропиленовых трубопроводов
Доброго времени суток, мой читатель или читательница! В этой статье я кратко перечислю правила монтажа полипропиленовых трубопроводов. Основная операция, при монтаже полипропиленовых трубопроводов — пайка. С нее и начнем!
Правила пайки полипропиленовых труб
Полипропиленовые трубы и фитинги соединяются друг с другом при помощи пайки. Метод несложный, но тем не менее некоторые правила нужно соблюдать. Перечислим эти правила ниже:
Первое, что нужно сделать это подготовить к работе сварочный аппарат — смонтировать на греющей поверхности необходимые насадки, установить сварочный аппарат на штатив (аппарат должен стоять на ровной поверхности), включить в сеть и выставить на термостате необходимую температуру (на дешевых китайских аппаратах выставлять ничего не нужно — они нагреваются до 260° С автоматически ).
После того как «сварочник» разогрелся до рабочей температуры, можно приступать к пайке. Перед пайкой необходимо ровно отрезать трубу, убрать с ее краев заусенцы и отметить маркером расстояние, на которое труба будет вставляться в раструб. Производители еще рекомендуют обезжиривать поверхность труб, но вполне достаточно, чтобы труба просто чистой. Для армированных металлической фольгой труб необходимо воспользоваться специальной зачисткой (для труб с наружной армировкой) или торцевателем (для труб с внутренней армировкой)
Если труба армирована стекловолокном, то нужно просто ровно отрезать.
Далее фитинг и труба вставляются в насадку на сварочном аппарате (важно вставлять трубу и фитинг ровно, иначе пайка будет некачественной) и вы начинаете отсчитывать время, необходимое на разогрев. Для разных диаметров труб время будет разным (его мы приведем ниже в таблице).
| Диаметр, мм. | Расстояние, на которое нужно вставлять трубу в раструб, мм. | Время нагрева, сек. | Время охлаждения пайки, мин |
| 20 | 17 | 6 | 2 |
| 25 | 19 | 7 | 2 |
| 32 | 22 | 8 | 4 |
| 40 | 24 | 12 | 4 |
| 50 | 27 | 18 | 4 |
| 63 | 30 | 24 | 6 |
| 75 | 32 | 30 | 6 |
| 90 | 35 | 40 | 8 |
После завершения работ, необходимо выключить сварочный аппарат из сети и дождаться пока он остынет. После этого можно скручивать насадки и складывать его в ящик. Не стоит остужать сварочный аппарат при помощи воды. Это приведет к поломке оборудования.
Для большей наглядности всего, что сказано выше посмотрите вот это видео:
Для монтажа полипропиленовых труб у стен и в труднодоступных местах вам понадобится напарник. Бывают сложные случаи, когда приходится использовать двух напарников и два паяльника одновременно. Поэтому заранее ищите себе компаньона для проведения монтажных работ.
Как посчитать количество креплений для полипропилена?
Опора для полипропиленовых труб.
Полипропиленовые трубы имеют нормативы по количеству креплений на единицу длины. Это количество зависит от диаметра трубы и температурного режима. Для наглядности приведем эти данные в виде таблицы:





| Диаметр трубы, мм | Расстояние между крепежом, мм. | ||||||
| 20°С | 30°С | 40°С | 50°С | 60°С | 70°С | 80°С | |
| 20 | 600 | 600 | 600 | 600 | 550 | 500 | 500 |
| 25 | 750 | 750 | 700 | 700 | 650 | 600 | 550 |
| 32 | 900 | 900 | 900 | 800 | 750 | 700 | 650 |
| 40 | 1000 | 1000 | 900 | 900 | 850 | 800 | 750 |
| 50 | 1200 | 1200 | 1100 | 1100 | 1000 | 950 | 900 |
| 63 | 1400 | 1400 | 1300 | 1300 | 1150 | 1150 | 1000 |
| 75 | 1500 | 1500 | 1400 | 1400 | 1250 | 1150 | 1100 |
| 90 | 1800 | 1600 | 1500 | 1500 | 1400 | 1250 | 1200 |
Теперь нужно просто разделить общий метраж трубы на расстояние, которое указано в таблице и вы получите количество креплений.
Расположение креплений нужно продумывать отдельно. Обычно, это делается в процессе создания проекта.
На опорах экономить не стоит, они нужны для защиты трубопроводов от деформаций, возникающих под действием температуры.
Инструмент для монтажа полипропиленовых труб
Для монтажа полипропиленовых труб необходим следующий инструмент:
- Сварочный аппарат.
- Насадки — колодочные или парные, в зависимости от того, какой у вас сварочный аппарат.
- Резак для пластиковых труб.
- Маркер для нанесения отметок на трубу.
- Строительный уровень.
- Гаечный ключ для закручивания резьбовых соединений.
- Ременной ключ для комбинированных муфт — очень удобная вещь для закручивания комбинированных муфт без шестигранника.
- Нить, ФУМ или анаэробный герметик для уплотнения резьбовых соединений
Ключ для комбинированных муфт.Колодочные насадки для пайки полипропилена.
Не слишком длинный список получился, но здесь самое необходимое и лучше ничего не забывать. По своему опыту знаю, что крайне неудобно работать без ременного ключа и маркера.
Как зачистить полипропиленовую трубу без специального инструмента
Самостоятельное изготовление зачистных устройств для полипропиленовых трубопроводов нерентабельно. Проще купить готовый инструмент. Аналогичная ситуация – делать метчик для формирования резьбы самому. Причина – сложность производства в домашних условиях.
Попытки зачистить наружный слой фольги ножом или аналогичным инструментом не приведут к желаемому результату. Невозможно вручную снять слой ПНД одинаковой толщины 2-3 мм. Нарушение геометрии патрубка приведет к неправильной сварке – сформируются полости, зазоры.
Варианты выхода из ситуации:
- отложить монтаж и заказать специальный инструмент;
- взять трубы, армированные стекловолокном, их не нужно зачищать;
- при расположении фольги внутри сечения не зачищать поверхность.
Последнее получило название «ленивая пайка». Но для ее выполнения нужно соблюдать все технологии формирования стыков – выдерживать точное время нагрева, ровно отрезать трубу, сохраняя перпендикулярность плоскостей торца и поверхности трубы. На практике это можно сделать дома, но лучше использовать все преимущества правильной обработки.
Соединение полимерных труб
Способы соединения пластиковых труб определены в п. 3.3.1 СП 40−102−2000 «Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов. Общие требования». Типы соединений:
- Сварка враструб;
- На клею враструб;
- Механическим способом.
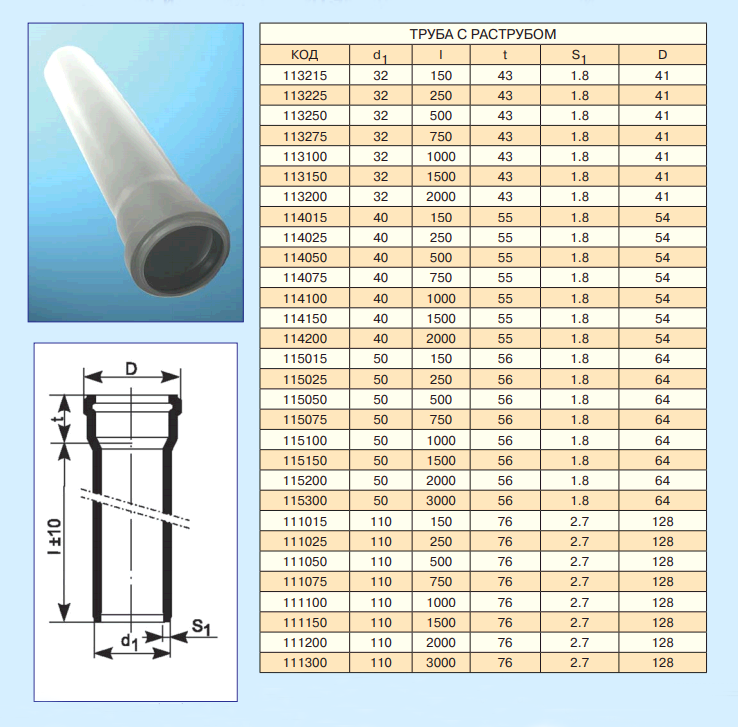
Например, п.7.3.2 Свода Правил описывает последовательность подготовительной сборки и стыковой сварки для труб диаметром более 50 мм при толщине стенок более 4 мм (см. рисунок из СП).
Применительно к полипропиленовым трубам способы соединений труб и методы их осуществления изложены в СП 40−101−96 «Проектирование и монтаж трубопроводов из полипропилена «Рандом сополимер». В разделе 5. «Соединение труб» четко оговорен тип нагревательного устройства для контактной сварки концов труб и параметры технологических операций:
- Время нагрева;
- Длительность технологической паузы;
- Время охлаждения.
Технические требования к ПНД трубам
Для стандартизированных ПЭ труб недопустимо наличие визуальных изъянов ни на внешней, ни на внутренней поверхностях. Стенки должны быть гладкими, без инородных включений, пустот , вздутостей или трещин. ГОСТом 32415 допускается только незначительная волнистость и присутствие полос, идущих вдоль изделия.
Согласно этому стандарту, показатели стойкости труб ПНД к внутреннему давлению определяются путем испытаний, параметры которых приведены в нижеследующей таблице.
№ п/п | Время испытаний, мин., не менее | Температура, в ⁰C | Кольцевое (гидростатическое) напряжение для марки ПЭ, кПа | |
100 | 80 | |||
1 | 6 тыс. | 20 | 12 тыс. | 10 тыс. |
2 | 165*60 | 80 | 5400 | 4500 |
3 | 60 тыс. | 80 | 5 тыс. | 4 тыс. |
Таблица с параметрами первоначальных испытаний показателей стойкости труб по ГОСТу 32415
Если происходит пластическое разрушение, трубы ПЭ подвергают повторным испытаниям, условия которых приводятся далее.
ПЭ 100 | |
Гидростатическое напряжение, кПа | Время, ч |
5400 | 165 |
5300 | 256 |
5200 | 399 |
5100 | 629 |
5 тыс. | 1 тыс. |
— | — |
Таблица с параметрами повторных (в случае провала первых) испытаний показателей стойкости полиэтиленовых труб по ГОСТу 32415
Хочется отметить отдельные моменты касательно испытаний:
- После нагрева до температуры 108 -112⁰C трубы ПЭ для водоснабжения могут удлиниться: допустимая величина растяжения – 3%. Испытания для изделий с толщиной стенки до 8 мм длятся 58-62 мин, до 16 мм – 118-122 мин, свыше – 238-242 мин.
- Марка ПЭ 100 должна иметь относительное удлинение при разрыве не менее 350%.
- Показатель текучести в сравнении с исходным состоянием изменяется не более чем на 20%, термостойкость при t 20⁰С – от 20 минут.
Обратите внимание! Показатель веса труб ПНД обычно во внимание не берется: в любом случае такие изделия легче, чем металлические изделия. Однако при транспортировке больших партий труб или разработке конструкции с минимальными нагрузками этим показателем пренебрегать не стоит
Вывод
Какой же вывод можно сделать об армировке ПП труб?
- Армировка нужна для компенсации линейного удлинения при нагреве, как это посчитать в отдельном параграфе.
- Армировка есть из алюминия в виде сплошной фольги снаружи трубы и внутри, перфорированная фольга снаружи — недостаток, такие трубы надо зачищать перед сваркой.
- Армированная труба стеклом или базальтом заменяет алюминиевую армировку в системах водоснабжения, а дополнительный антидиффузионный слой поверх такой трубы, делает её пригодной для монтажа систем отопления.
Опираясь на полученные знания, вы теперь точно знаете что к чему какая куда, а при покупке остаётся ориентироваться на качество, цену и маркировку, о которой мы поговорим в следующем параграфе.