
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
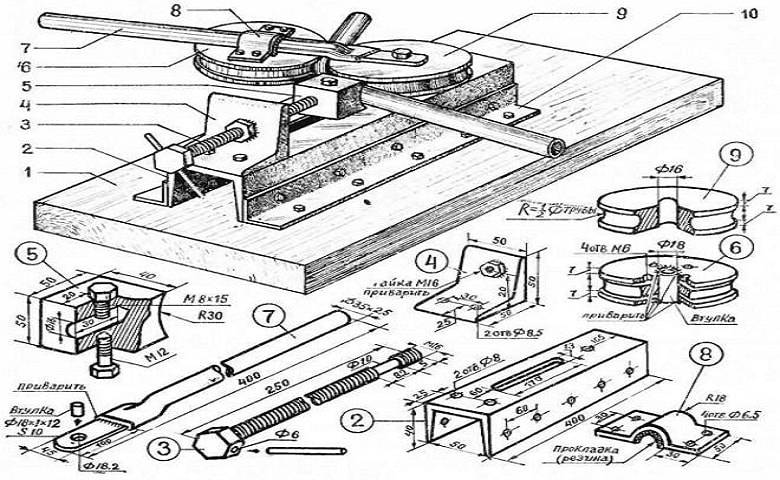
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
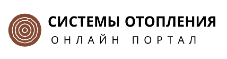
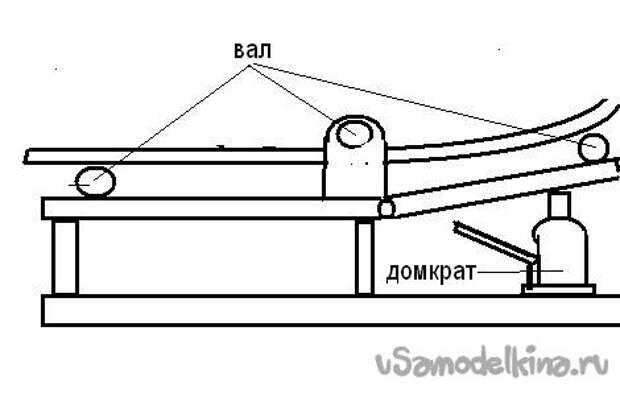
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
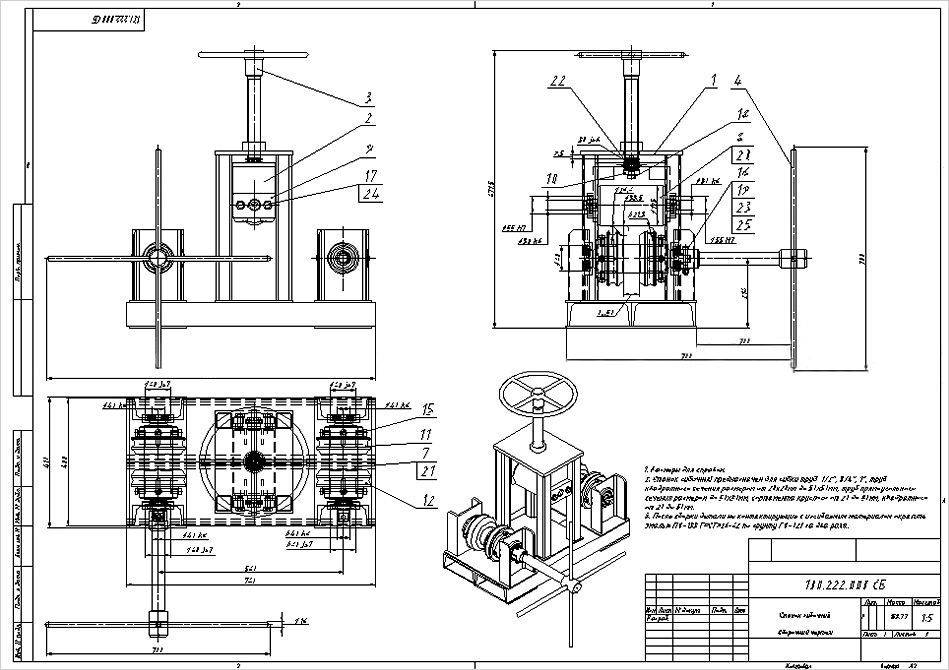
2-й способ
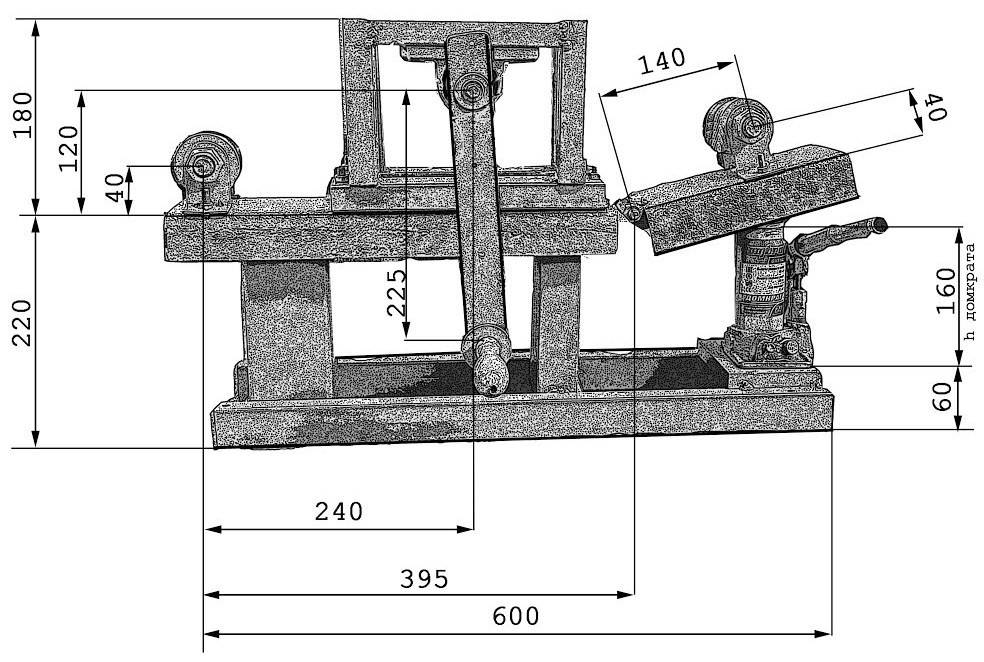
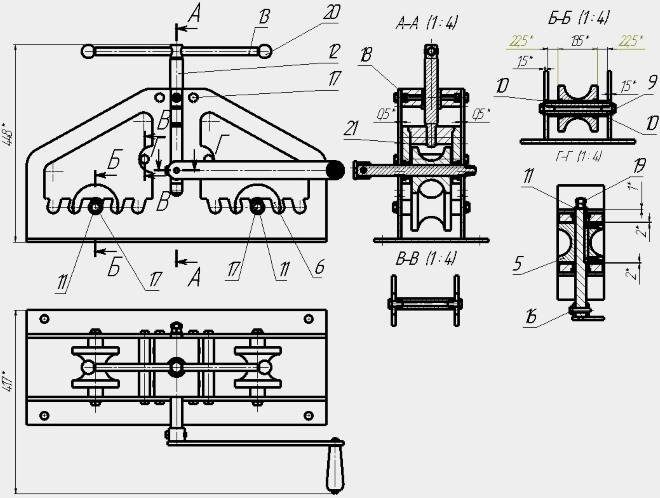
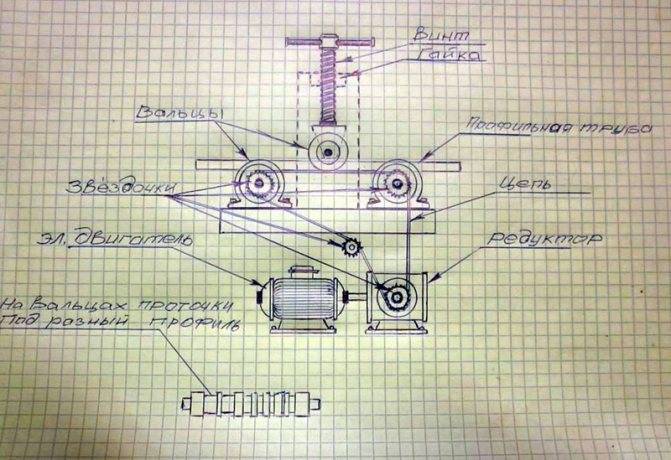
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
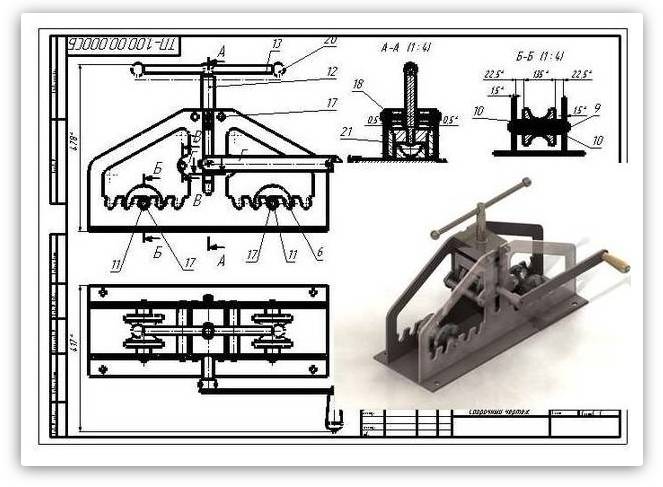
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
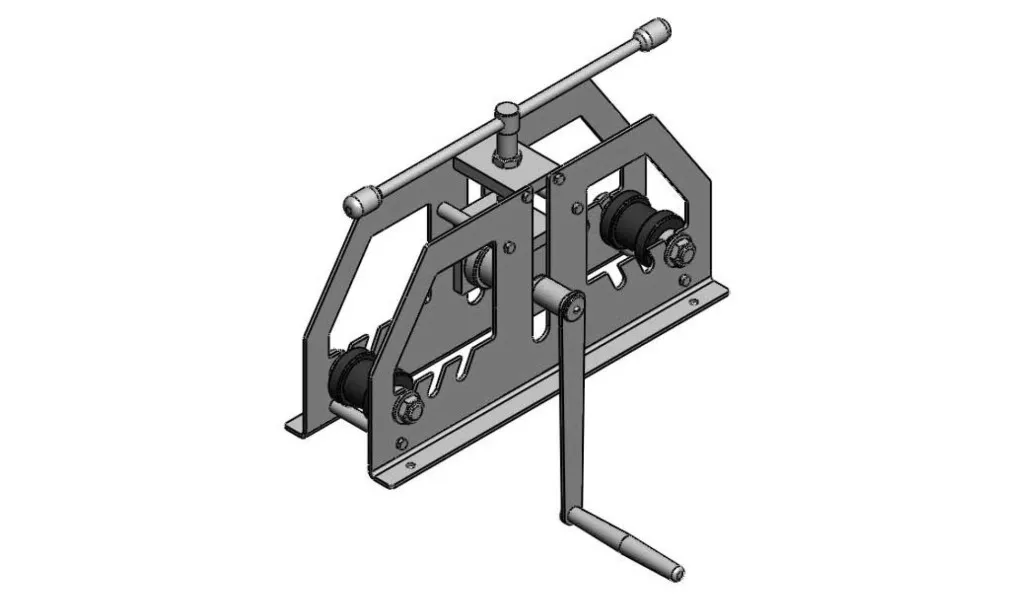
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
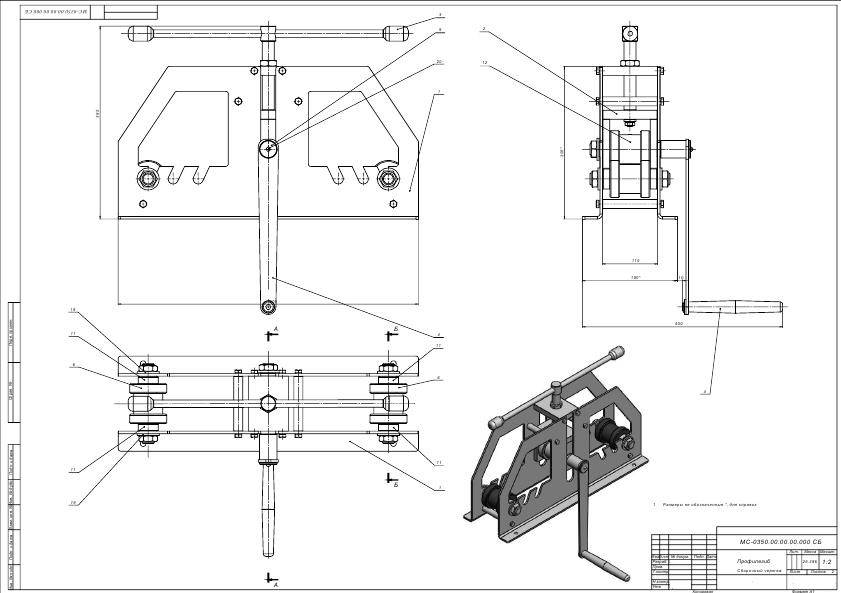
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Устройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Самодельный станок может иметь самую различную конструкцию
При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
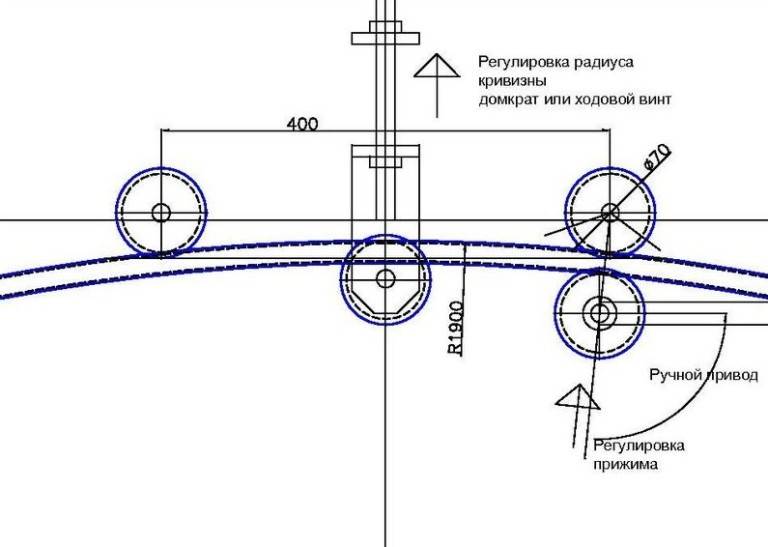
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Разновидности электротрубогибов
Механизм работы у электротрубогибов может отличаться. Рассмотрим некоторые разновидности таких изделий.
Наматывающие станки. В данном случае на приборе установлен специальный вал, который прокатывают по закрепленной в станке трубе, создавая тем самым сгиб нужной конфигурации.
Обкатывающие трубогибы. Такие приборы имеют парные валики. Механизм воздействия у такого оборудования называется бездорновым. Особенность таких трубогибов заключается в ограниченном угле изгиба изделий, который совпадает с диаметром зафиксированного вала. Обычно в комплекте с оборудованием данного типа прилагается набор различных валиков, призванных увеличить возможности прибора.
Изделия с вальцовочным механизмом. В подобных трубогибах установлены три ритмично работающих вальца. Оборудование такого типа часто применяют при изготовлении декоративных украшений из профильных труб.
С выдавливающим принципом действия. Это наиболее распространенный тип изделий, по форме напоминающий арбалет. При этом труба фиксируется с двух сторон, а изгиб производится способом выдавливания. Конфигурация сгиба зависит от типа насадки. Однако работа на таком оборудовании занимает достаточно много времени.
Шаблонный самодельный трубогиб
Самый элементарный метод, как сделать трубогиб своими руками – воспользоваться технологией шаблонной гибки. Для домашних задач такого инструмента обычно достаточно. Он позволяет выполнять даже пространственную гибку.

Для снижения усилия заготовку желательно нагреть до высокой температуры в области будущего искривления. Нагрев можно выполнить газовой или бензиновой горелкой. Благодаря этому возрастёт пластично металла, соответственно изогнуть его будет проще.

Чтобы сделать трубогиб своими руками по шаблонному способу, необходимо изготовить такие узлы:
- Фиксатор в виде якоря для введения трубы.
- Передвижная (Сменная) опора с пазом в оси. Паз должен соответствовать дуге наружного диаметра профиля.
- Основание для крепежа с отверстиями.











На обратной стороне конструкции делается скос Его угол должен соответствовать углу, который необходимо придать трубе в процессе гибки. Для изготовления конструктивных элементов подойдёт обыкновенная конструкционная сталь, к примеру, марки 45. Но, для упора лучше применить более прочную и жёсткую сталь, например, У10А.

Желательно перед работой наглядно изучить конструкцию, которой должен обладать сделанный трубогиб своими руками, видео и фотографии помогут избежать ошибок и лишнего расхода материалов. Сборка выполняется достаточно просто.

На опорной трубе монтируется фиксатор
Упор также фиксируется на опору, важно обеспечить его соосность фиксатору. Расстояние между узлами рассчитывается на основании заранее определённого диапазона по соотношению R/d (радиус и диаметр трубы).

Желательно использовать параметры радиуса закругления предусмотренные ГОСТ 17685-71:
- S/d<0,03 – от 4d;
- S/d<0,06 – от 3,6d;
- S/d<0,11 – от 3d;
- S/d<0,16 – от 2d.

Вышеперечисленные параметры актуальны для холодной гибки. Если нагреть заготовку, значения можно уменьшить на 12-15%. У трубогиба нет ограничений по предельному углу гибки. Но, если он будет выше 45°, на изделии появятся складки, а сам профиль утратит изначальную форму сечения.

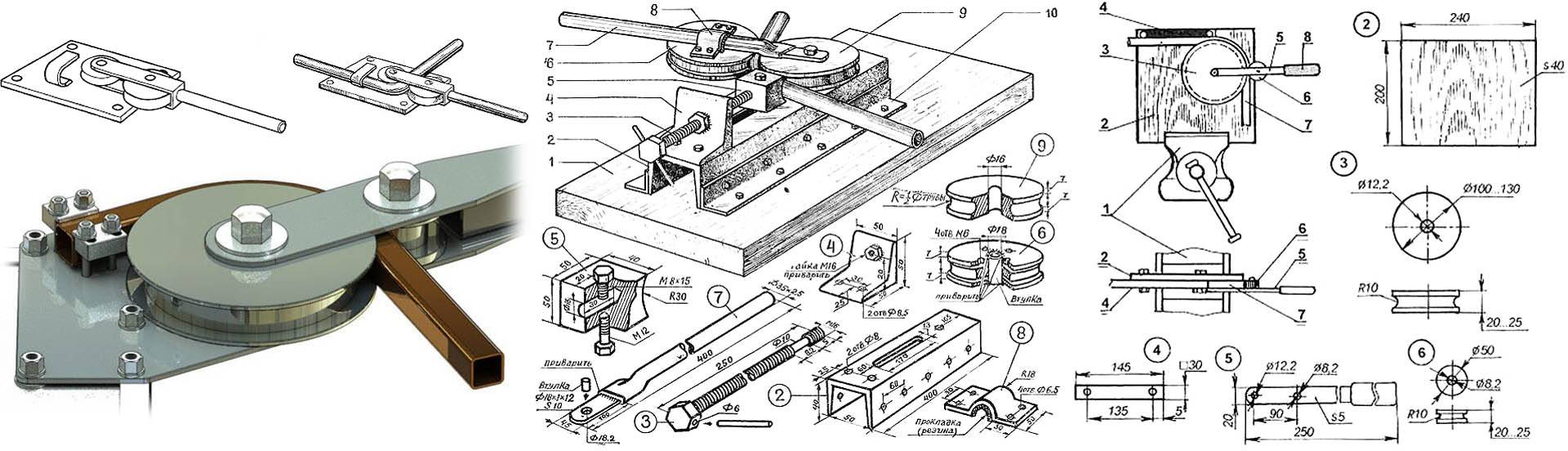
Фото идеи трубогибочных станков для изготовления своими руками
Ниже представлены варианты, которые помогут развивать вашу идею по изготовлению самодельных трубогибов в домашних условиях. Собрать трубогибочное приспособление можно не только ручного, но и электрического типа. Однако это актуально только в случае, когда ежедневно приходится работать с большим количеством стальных материалов.
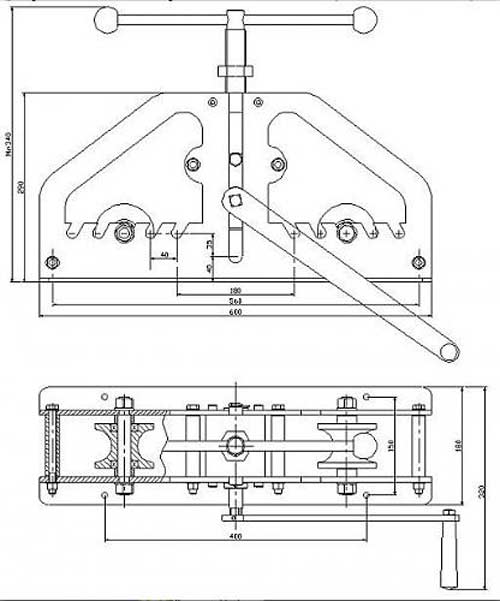
 Вальцовочный станок для сгиба труб из домкрата
Вальцовочный станок для сгиба труб из домкрата

Конструкция вальцовочного станка с шестернями
 Простой станок для гибки труб
Простой станок для гибки труб

Вальцовочный станок согнуть трубу

Интересный вариант простейшего трубогиба

Трубогиб для изгибания стальных труб декоративного вида
Подводя итог, необходимо отметить, что имея трубогиб в гараже, никогда не возникнет необходимости что-либо выдумывать, чтобы изогнуть заготовку. Особой популярностью приспособления пользуются среди мастеров, которые изготавливают арки, ворота, заборы из металла. Этим мастерам понадобится не один станок, так как кроме труб и профиля, возникает потребность изгибания стальных прутьев, арматуры, квадрата и т.п. Уделив один раз время на изготовление трубогиба, больше никогда не возникнет необходимости каждый раз думать, где и как можно изогнуть трубку или профиль.
https://youtube.com/watch?v=We_RRiwlLmY%3F
Публикации по теме
Насадка на болгарку штроборез самостоятельное изготовление
Отрезной станок из болгарки как сделать самому
Делаем из шуруповерта ледобур простая инструкция
Изготовление самодельных тисков или как сделать зажимной инструмент в домашних условиях
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
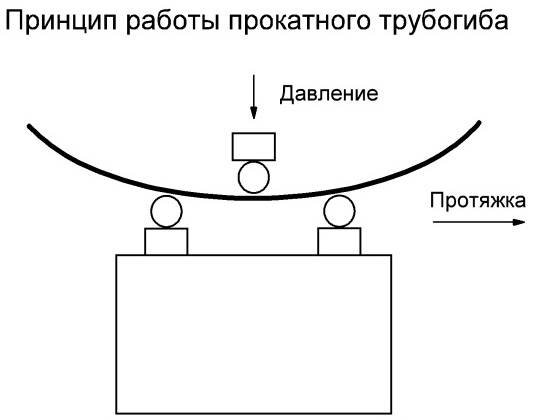 Принцип работы роликового трубогиба
Принцип работы роликового трубогиба
Чтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
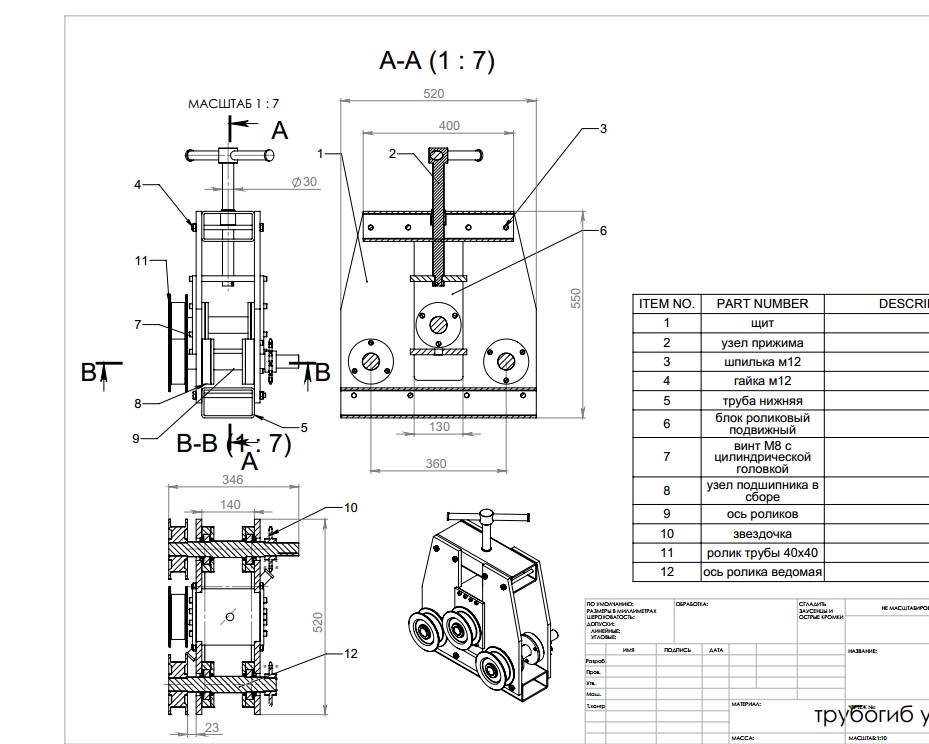
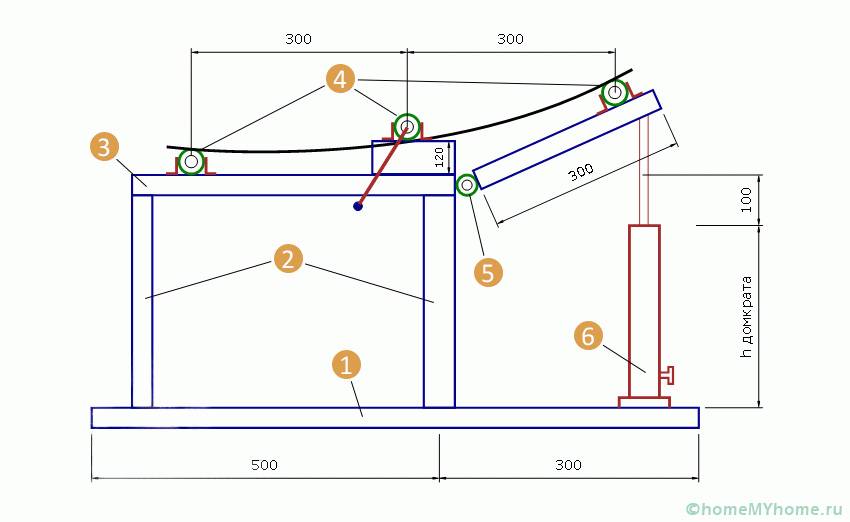
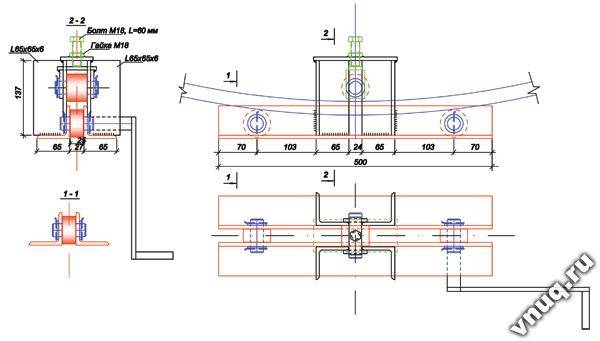
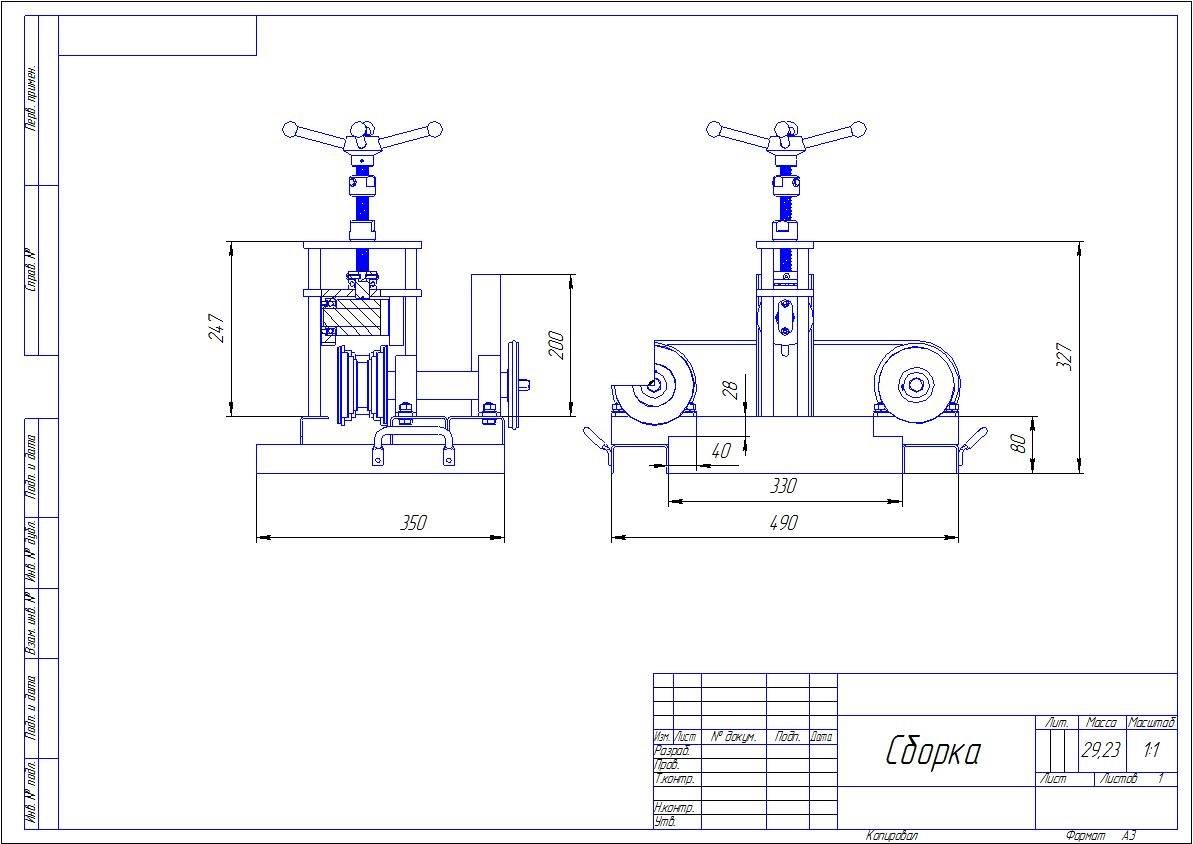
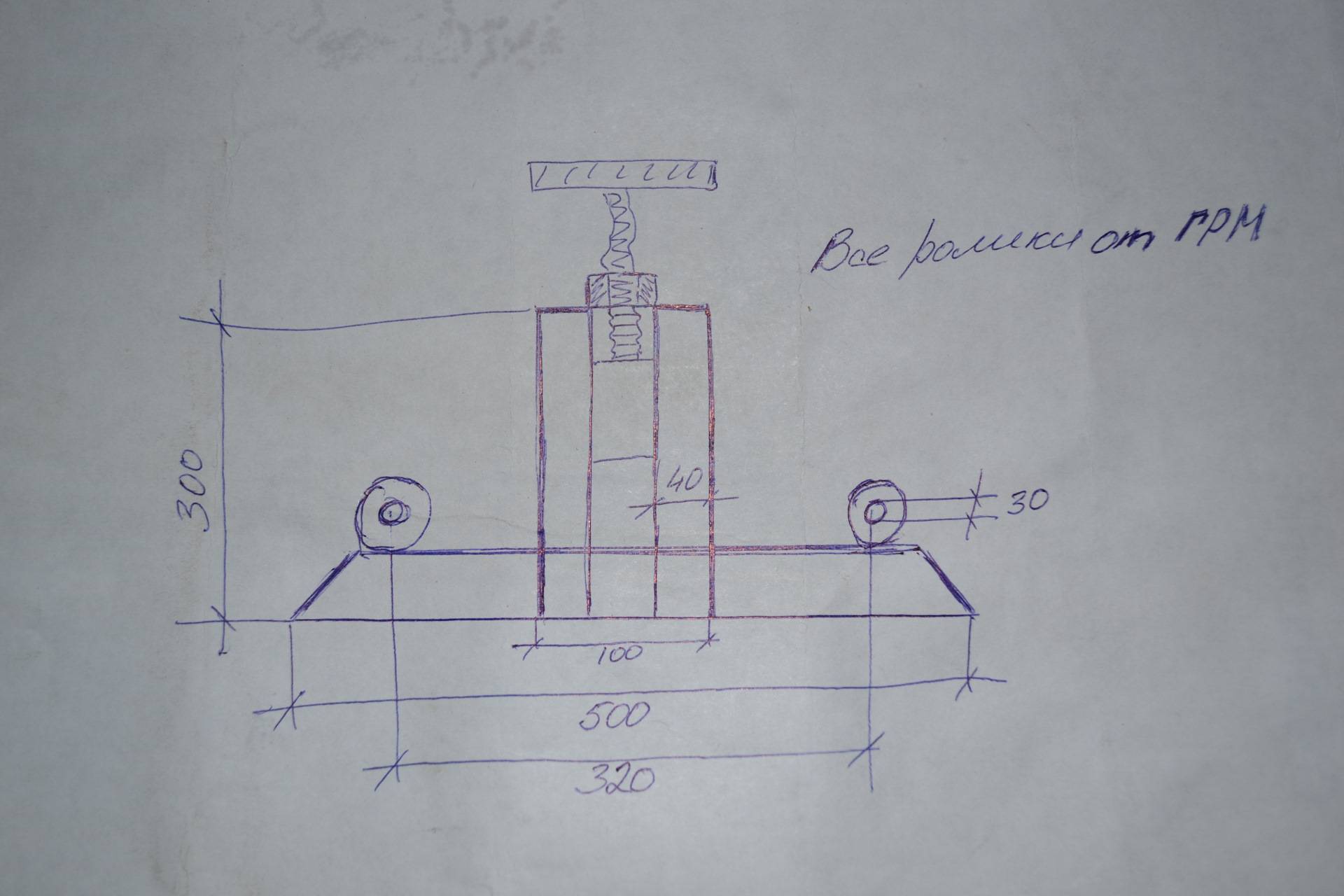
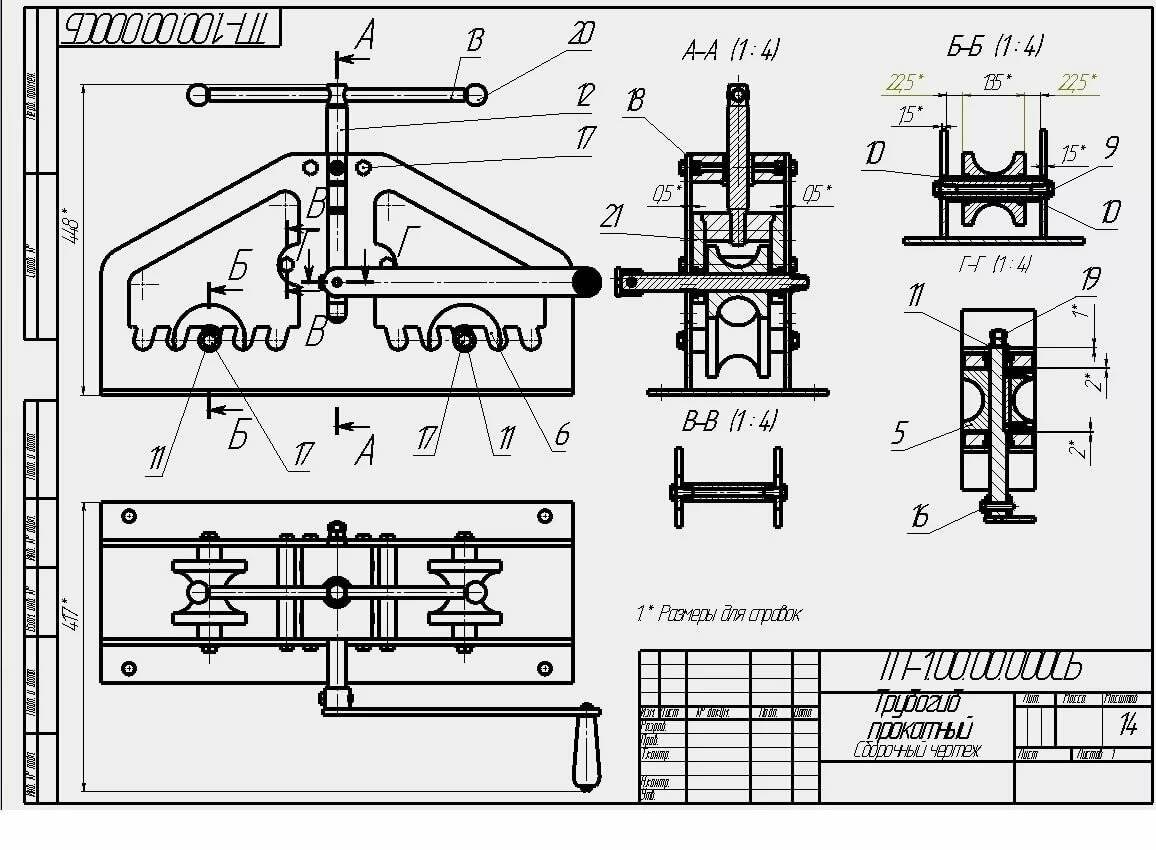
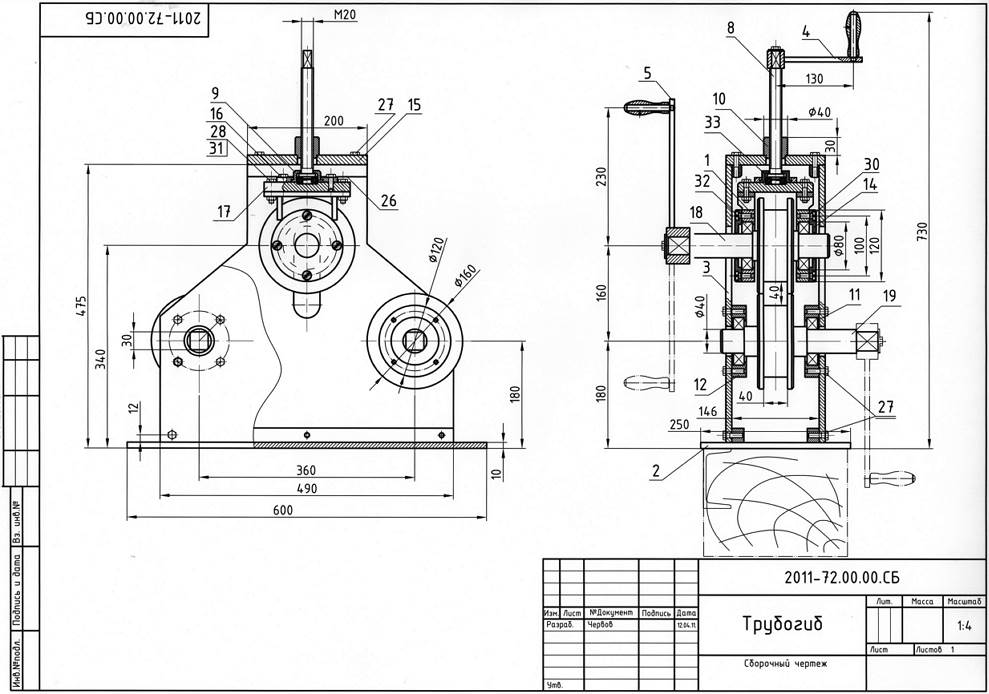
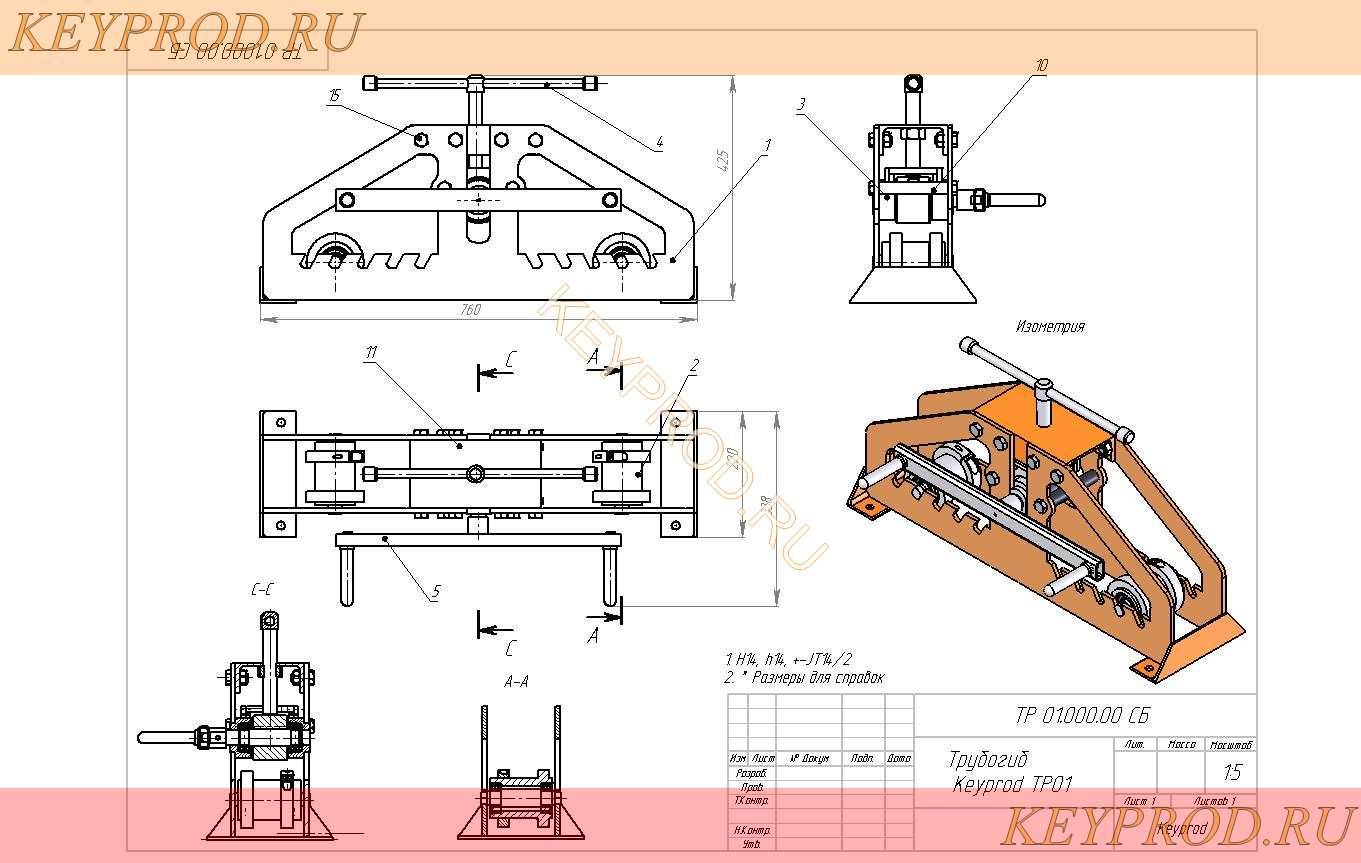
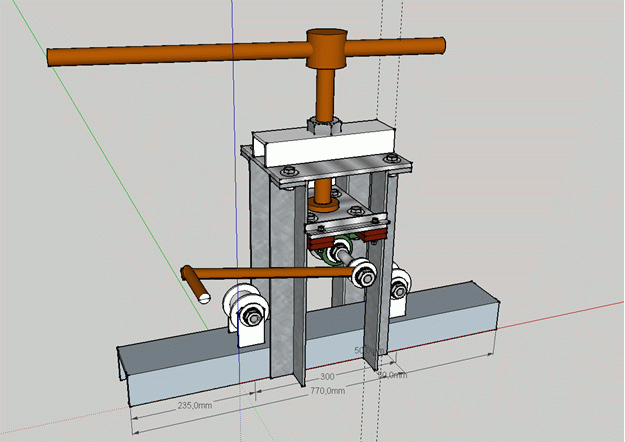
 Таблица минимальных радиусов для гибки стального профиля
Таблица минимальных радиусов для гибки стального профиля
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Изготовление намоточного трубогиба
Принцип действия такого трубогиба аналогичен предыдущему, но вместо поворотного ролика изгиб заготовки производит перемещающийся упор, который скользит по горизонтальным направляющим.
Намоточный трубогиб содержит:
- Профилированный сектор, угол которого определяет максимально допустимый угол изгиба.
- Короткую вертикальную ось, имеющую возможность свободно вращаться в шарикоподшипниковом узле.
- Два смежно расположенных ролика, образующие подвижный упор.
- Односторонние направляющие.
- Ограничитель хода упора, который исключает его самопроизвольное смещение во время работы.
- Предохранительную вилку, которая охватывает профилированный сектор, повышая точность позиционирования заготовки.
Конструктивно устройство более сложно, однако позволяет производить деформирование в условиях ограниченного пространства, а изменение угла не сменой роликов, а простой регулировкой исходного положения прижимного устройства. Такой трубогиб возможен с гидравлическим или электрическим вариантом привода.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
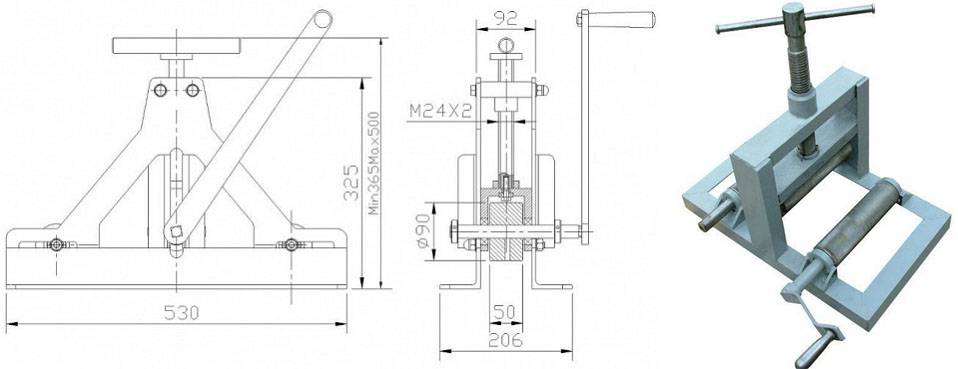
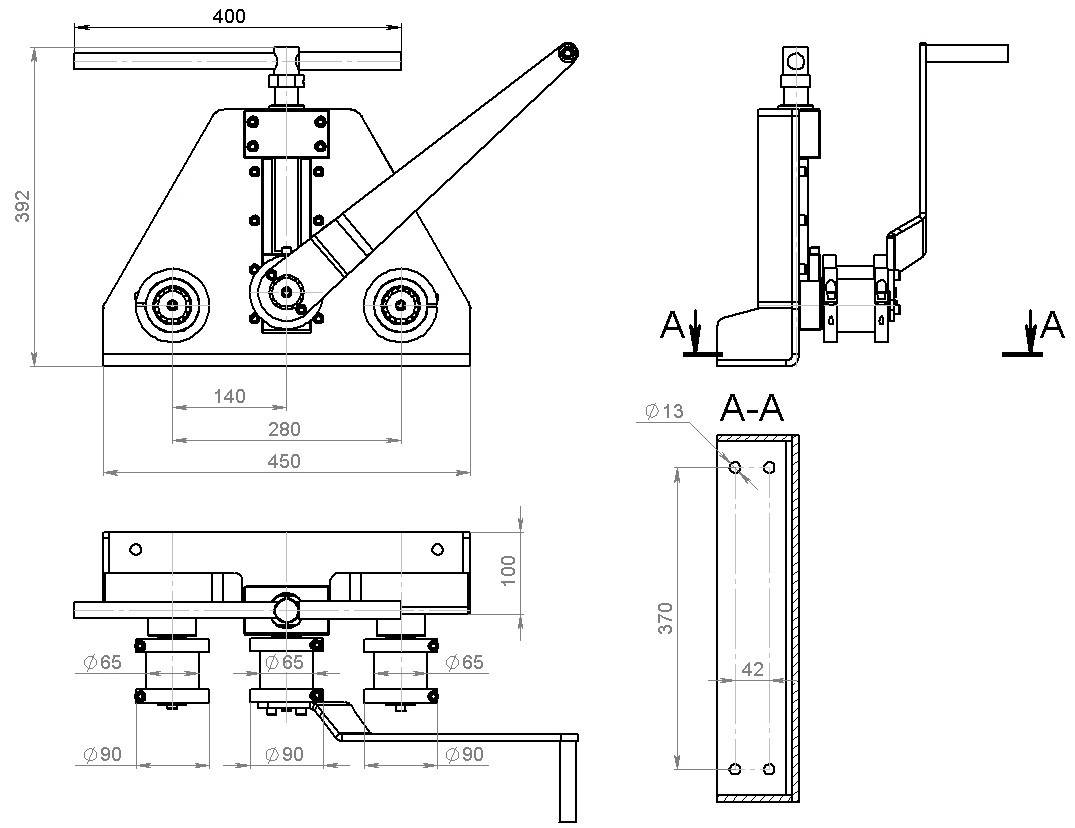
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
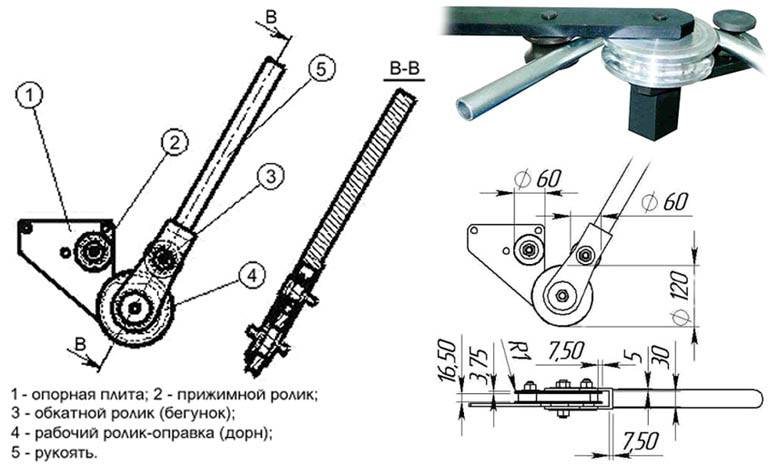
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Шаблонный трубогиб своими руками
Ручное сгибание по шаблону является простейшей технологией любой (в том числе, и пространственной) гибки труб. Часто её используют с заготовкой, нагретой в месте изгиба (например, газопламенной горелкой или паяльной лампой): пластичность металла повышается, а усилие деформирования – уменьшается.
Описание шаблонного трубогиба:
- Фиксатор в форме якоря, куда вводится труба.
- Подвижный/сменный упор, по оси которого имеется выемка, соответствующая дуге внешнего диаметра трубы.
- Плита с крепёжными отверстиями.
На противоположной стороне упора выполняется скос, угол которого соответствует требуемому (после сгибания!) значению угла изгиба.
Все детали могут изготавливаться и из обычной конструкционной стали (например, стали 45), однако упор простоит дольше, если его выполнить из инструментальной стали типа сталь У10А.
Пошаговый монтаж следующий. На опорную плиту устанавливают фиксатор, затем соосно ему крепят упор. Расстояние между деталями должно быть принято с учётом известного диапазона соотношений R/d

Весьма важно выдержать рекомендуемое значение радиуса закругления при переходе к изогнутой части трубы
В соответствии с ГОСТ 17685-71 они принимаются такими:
- S/d < 0,03 – не менее 4d;
- S/d < 0,06 – не менее 3,6d;
- S/d < 0,11 – не менее 30d;
- S/d < 0,16 – не менее 2d.
Указанные ограничения действуют при холодном сгибании. Нагревом деформируемой части (не более, чем до 1500С) приведенные значения допустимо снизить на 12…15%. Максимальный угол данный тип трубогиба не ограничивает, однако при значениях углов, превышающих 450, на заготовке образуются складки, а сечение трубы теряет свою первоначальную форму.
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
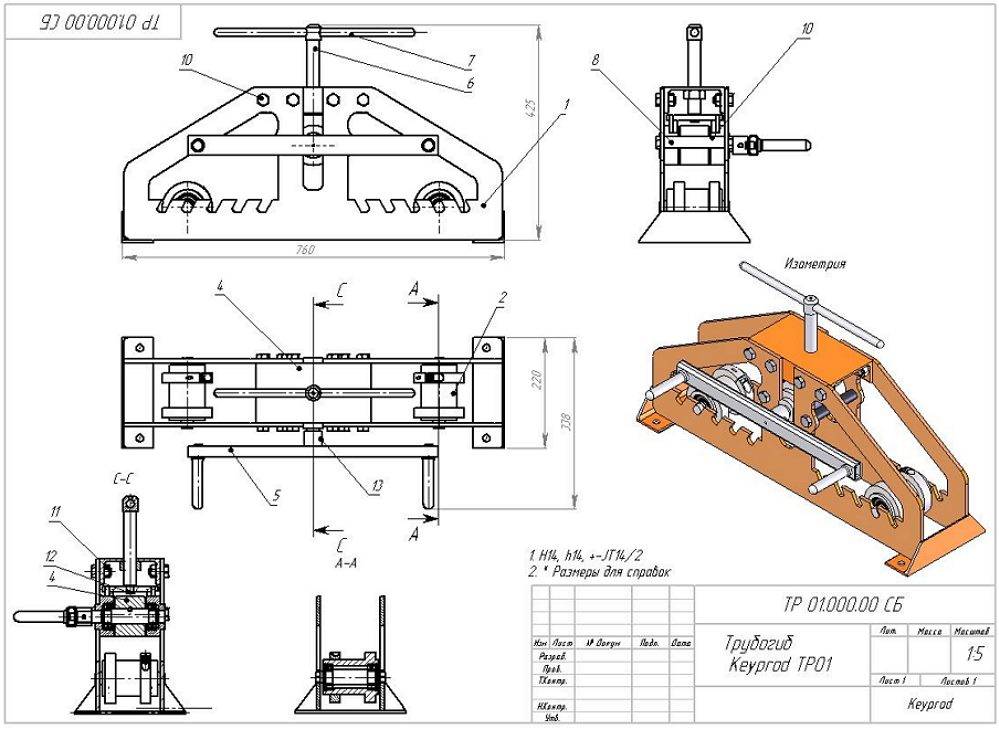
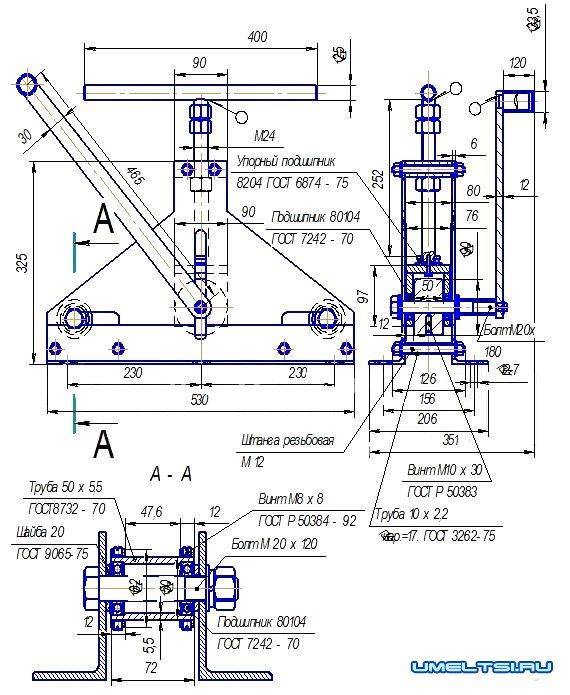
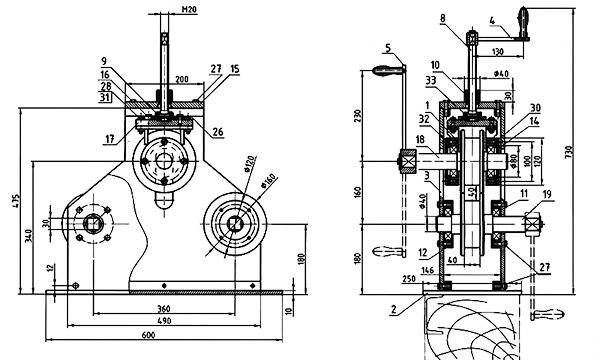
Как изготовить трубогиб для круглых труб с гидравлическим приводом
Если речь идет о выполнении не просто каких-то домашних ремонтных работ, а о профессиональной деятельности, то стоит задуматься об изготовлении более сложного гидравлического трубогиба. С его помощью при гибке труб можно будет снизить затраты физических сил, ведь нагрузка придется на гидравлический домкрат.
На этапе составления чертежа устройства нужно предусмотреть, из какого материала будут изготовлены боковины. Оптимально для этого подойдет прут арматуры сечением 18-20 мм, а также уголки со стороной в 25 мм. Кроме того, для боковин понадобится листовое железо толщиной 10 мм с высверленными отверстиями для фиксации опор.
В качестве опоры используют трубку соответствующего диаметра, в которую нужно будет приварить болт сечением 18 мм. По центру опоры будет расположено полукруглое отверстие, что также нужно отразить на чертеже. В эту выемку должна будет упираться заготовка, которую будут сгибать на гидравлическом ручном трубогибе.
Для создания пуансона потребуется листовой металл 4 мм толщины, из которого нужно будет вырезать полукруглые заготовки. Радиус этих деталей должен соответствовать планируемому радиусу сгиба трубы. На следующем этапе берут трубу сечением 32 мм и разрезают ее на две части. Одну из частей загибают по форме пластин-заготовок, а после – все детали сваривают. Для дополнительной прочности пуансона в гидравлическом трубогибе, внутри него приваривают перемычки, обеспечивающие ребра жесткости.
В центральной части платформы приваривают трубку. Ее назначение – упор для гидравлического привода, которым служит домкрат. Все это нужно обязательно проработать и предусмотреть в чертеже, согласно которому будет производиться сборка гидравлического трубогиба. Кроме того, такая схема позволит подготовить перечень материалов и комплектующих, имеющих нужные параметры. При этом ряд элементов для инструмента нужно будет предварительно заказать у токаря.
Таким образом, собрать тот или иной тип ручного трубогиба не так уж сложно. Тем более что существует масса вариантов и чертежей готовых изделий, которые можно взять на вооружение, чтобы изготовить самостоятельно необходимый в хозяйстве инструмент.





