
Растворы для арболитовых блоков
Сам строительный блок хорош. Но надо приложить усилия, чтобы не испортить некачественным раствором. Два блока при соединении становятся монолитом в том случае, если раствор подобран верно.
Есть несколько видов растворов, в которых нужно разобраться:
- Цементно-песчаный состав. Это самая простая смесь, ее чаще других используют в строительстве, но для арболита самая неподходящая. Данный раствор превращается чуть ли не в камень, когда схватывается. Но он слишком хорошо пропускает тепло, а значит, швы станут слабым местом, через которые холод будет легко просачиваться. В принципе, он подойдет при постройке сарая или другого нежилого помещения, где температура воздуха и не должна быть слишком высокой.
- Перлитовая смесь. Ее куда чаще используют в кладке арболита. Она более предпочтительна, нежели предыдущий вариант. Перлит —особая вулканическая порода. Работать с ней непросто, так как порошок легко разлетается во все стороны. Но при этом, в отличие от цементно-песчаной смеси, он сберегает тепло и не выпускает наружу. Мелкие частицы позволяют сделать раствор, который хорошо проникает в полости блоков и делает из них надежный монолит.
- Специальный клей, предназначенный для ячеистых блоков. Считается наиболее подходящим для кладки арболита своими руками. Он так же хорошо сберегает тепло, является экономичным, прочным, как и перлитовая смесь. Только с ним работать выходит куда проще.
Также арболит укладывают на монтажную пену. Этот продукт обеспечивает хорошее сцепление. Он также гарантирует хорошую теплоизоляцию. Но недостаток такой смеси в том, что уложить блоки ровно на нее сложно. Этим она значительно «проигрывает» специальному клею и перлиту.
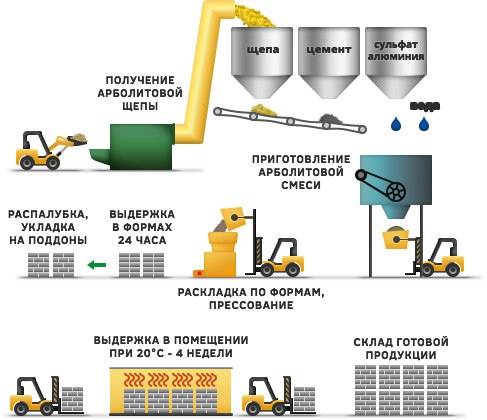
Технология производства
При наличии блоков внутри формы специалисты осуществляют распалубку с последующим смазыванием деталей эмульсолом. После завершения процедуры производится сборка. Далее инициируется стандартный цикл, по которому ведется производство блоков из арболита. На его выполнение уходит не более 15 минут времени в условиях работы 4-х сотрудников.
Последовательность действий при производстве каждого арболитового блока следующая.
- Заполнитель загружается в дозатор. Последний фиксируется к подъемнику, подающему материал во внутреннее пространство смесителя. Некоторые модели производственного оборудования предусматривают применение механизма для подъема дозатора.
- К заполнителю добавляется минерализующий раствор, далее – портландцемент.
- Техника самостоятельно перемешивает компоненты на протяжении трех-пяти минут, после чего подает готовую смесь на вибропресс с вибростолом.
- Смесь разравнивается, каждая ячейка получает собственную контактную пластину. Далее вибростол поднимается для достижения уровня трамбовочных плит. Здесь материалы сжимают с применением пресса и форм.
- Специалисты своими руками устанавливают фиксаторы для контактной пластины, взаимодействующей с формой.
После завершения процедуры прессовки форма отправляется в камеру для сушки. В соответствии с нормативными требованиями ГОСТ, разрешается штабелирование друг на друга, но при условии обязательного использования деревянных блоков. Конкретные температуры, при которых блоки сушатся, не предусматриваются регламентом ГОСТ. Микроклимата должно хватать для полного затвердевания блока спустя сутки. Самостоятельно изготовить качественный блок в домашних условиях не получится.
Формирование арболитовых блоков
Когда раствор готов, он высыпается в подходящую емкость и теперь его надо израсходовать в течение 15 минут. Чтобы сформировать и сделать арболитовые блоки своими руками, способов придумано достаточно много – на производствах это разборные опалубки на 6-12 блоков, а в домашних условиях они обычно делается по одной штуке в самодельных трафаретах.
Один из методов изготовления на видео:
Технология изготовления арболита предусматривает два варианта формовки:
- Быстрая распалубка – после первичного схватывания цемента. По сути, это безостановочный процесс – формирование блока (засыпка раствора в форму), прессовка (или вибропрессовка), распалубка и отправка на просушку. Вместе с приготовлением раствора даже один человек может в день сделать 80-100 блоков. Преимущество способа – скорость изготовления новых арболитовых блоков и безостановочность процесса.
- Распалубка через сутки – после опрессовки блок оставляется в форме на 24 часа, после чего только производится распалубка и досушка. Изготовить арболитовые блоки своими руками таким способом может получиться даже быстрее, но только при условии наличия достаточного количества форм, в которых арболит можно оставить на ночь. Преимущества метода – близкая к идеальной форма блока, которая после схватывания бетона не имеет возможности даже малейшего перекоса.
Чем хуже геометрия блоков, тем толще между ними будут цементные швы, которые образуют мостики холода. Для уменьшения теплопроводности блокам придается зигзагообразная форма, которая ломает такой мостик, предотвращая прямой отток тепла.
Для формирования блоков используется специальный станок или трафареты – все это оборудование для арболитовых блоков может быть сделано своими руками.
Использование станка
Оба устройства могут применяться в любом из методов, но свой станок чаще делают под быструю распалубку, для увеличения темпов производства. Их неоспоримое преимущество – это прессовка блока на вибростоле. Сам процесс формирования отличается простотой и оборудование можно доверять рабочим после минимального обучения.
Работа станка полуавтомат на видео:
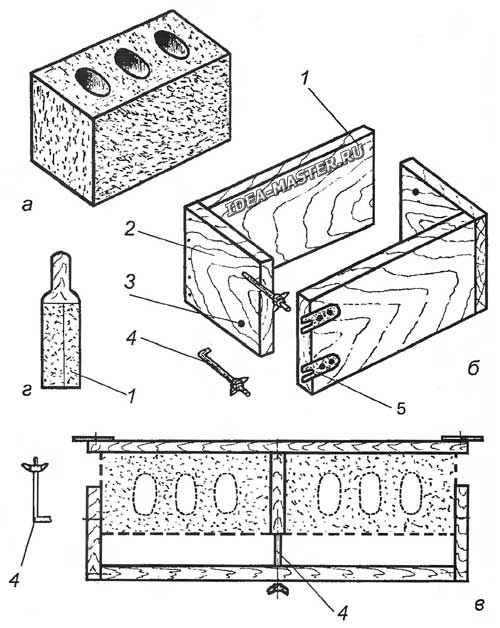
- Готовая смесь засыпается в мерную емкость (1), которая смещается на направляющих (2), высыпая раствор в пресс-форму (3).
- Сверху на раствор устанавливается крышка (5) пресса (ее высота может регулироваться штырями (6) для людей разного роста) и придавливается рычагом (7).
- После придавливания включается вибростол (8). Он работает 20-30 секунд и автоматически отключается (можно использовать простейшее реле времени) – дольше трамбовать нельзя, потому что тогда цемент будет стряхиваться на дно блока.
- Рычаг откидывается назад (9), крышка пресса снимается (10) и пресс форма поднимается наверх (11), для чего нажимается педаль.
Готовый арболитовый блок можно забирать на просушку (12). Через 2-3 суток он наберет достаточную прочность для транспортировки.
Для использования метода распалубки через сутки пресс-форма делается разборной и съемной, а верхняя крышка может в ней фиксироваться защелками или другим удобным способом. После трамбовки блок снимается прямо с формой и отправляется на отстаивание.
Арболит с помощью трафарета
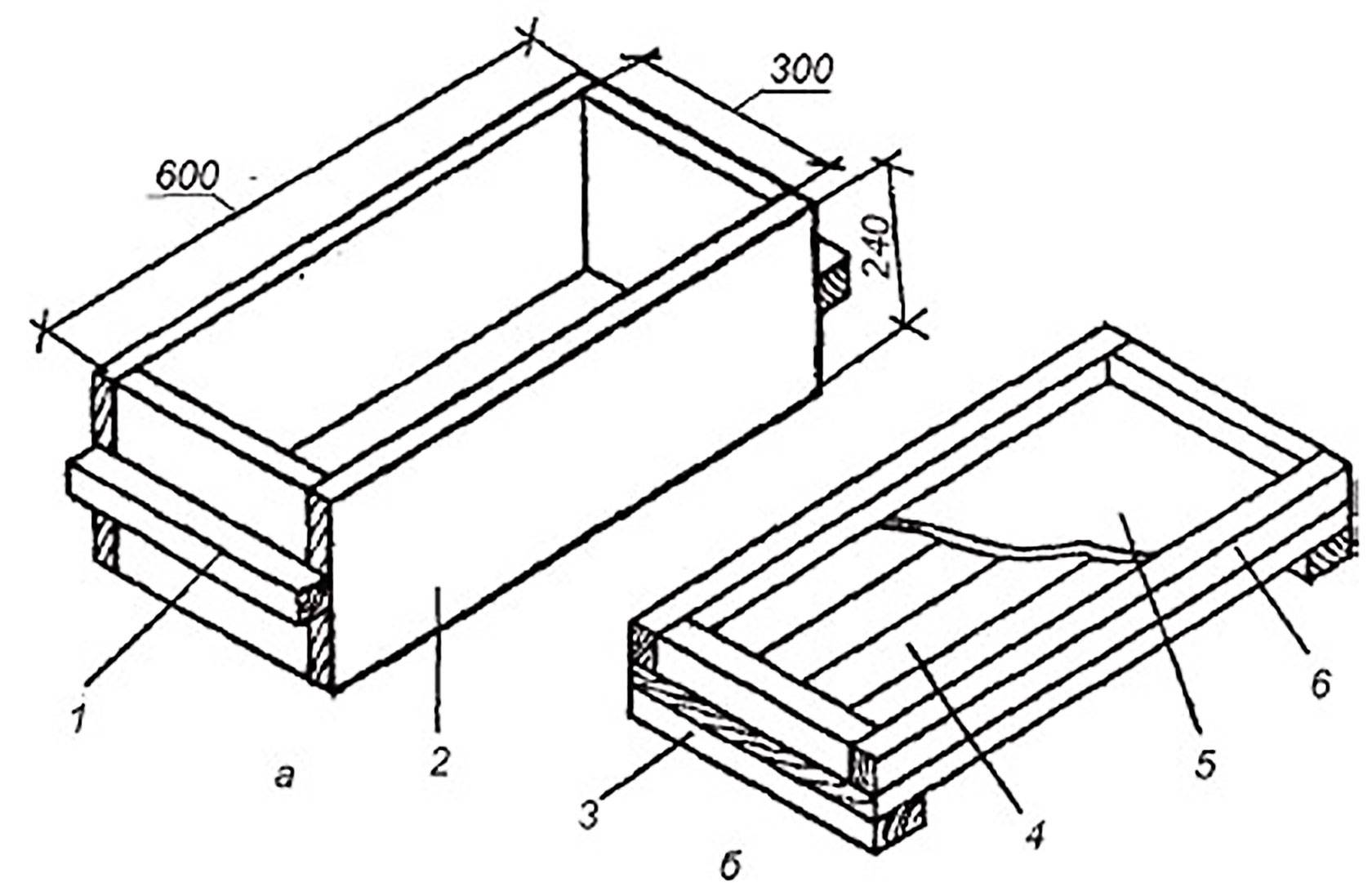
Используются две основные разновидности пресс формы – в виде коробки без дна и верха, а также разборная, в виде двух букв «Г», которые защелкиваясь вокруг дна образовывают жесткий короб, накрываемый крышкой. Она в свою очередь также фиксируется отдельными защелками, которые врезаны в боковые стенки.
Независимо от того, какая пресс-форма используется, основной алгоритм следующий:
- Короб готовится к засыпанию арболитовой смеси. Сквозной ставится на твердую поверхность (1), застеленную целлофаном (чтобы не прилип блок), цельный короб смачивается изнутри.
- Засыпается первый слой смеси, утрамбовывается, сверху добавляется второй слой, в случае необходимости третий и накрывается крышкой. На сквозной короб ложится (2) гнет (гиря или что-нибудь подходящее), у разборного верхняя часть фиксируется защелками (3).
- Если под рукой есть перфоратор, то можно пройтись ним по крышке, это заменит вибростол.
- В зависимости от применяемой технологии производится распалубка или форма оставляется для выстаивания.
Если производится быстрая распалубка сквозной коробки, то сначала вверх поднимается именно она (4), затем снимается гнет и убирается крышка. Блок отправляется на сушку вместе с основанием, на котором его формировали.
Изготовление арболитовых блоков
Если состав для них приготовлен правильно и имеет нужную консистенцию, то процесс не представляет какой-либо сложности, независимо от того, делаете ли вы их вручную или используете формовочный вибростанок. Меняются только формы для изготовления и технология формовки.
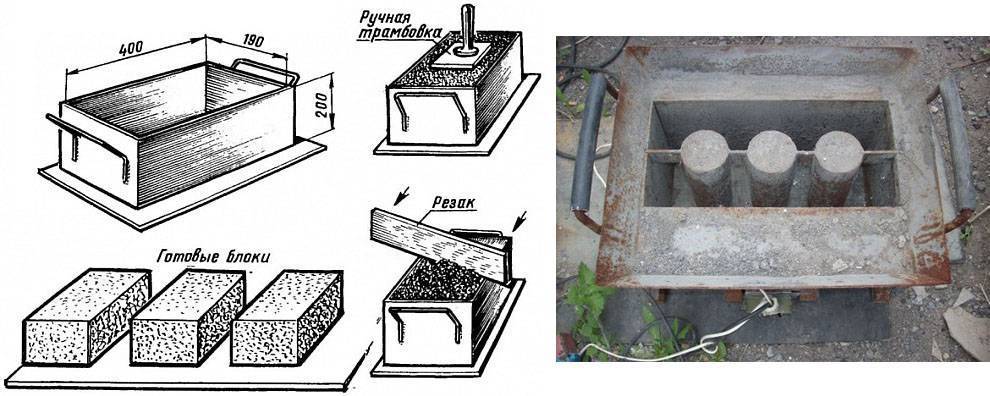
Простейшие формы можно изготовить даже из дерева, важно чтобы на выходе получались блоки с абсолютно одинаковыми размерами

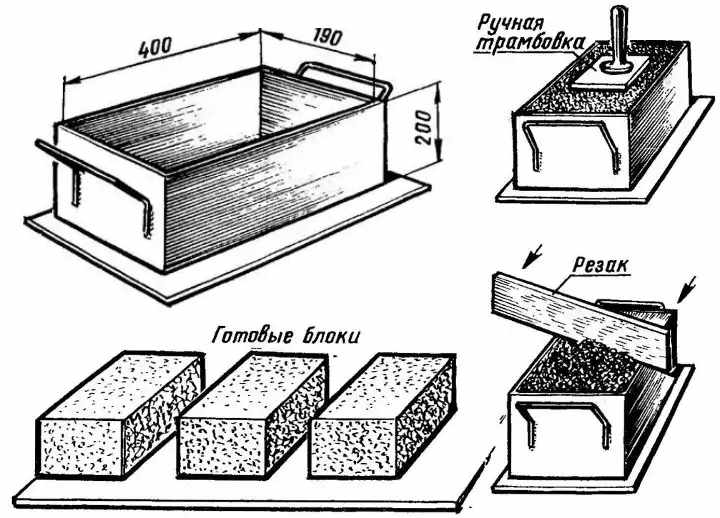
Часто такие формы изнутри оббиваются линолеумом для более легкой распалубки. Металлические формы более долговечны и блоки после распалубки имеют более гладкую поверхность. В них можно лучше затрамбовать смесь ручной трамбовкой.


Процесс изготовления блоков в такой форме показан в видеоролике:
Мерный шаблон-шпатель позволяет более точно производить дозировку материала. С применением таких приспособлений можно изготавливать и блоки с офактуренной наружной поверхностью.
Arbolitovye-bloki-11
Arbolitovye-bloki-12
Arbolitovye-bloki-14
Для этого в верхней части формы оставляется некоторое пространство, которое после формовки заполняется:
- бетоном или полимербетоном;
- фактурной плиткой на цементно-полимерном клее;
- жестким утеплителем (пенопластом) с нанесением фактурного защитного слоя.
В 2-х последних случаях на приклеиваемый материал наносится клеевой состав для керамической плитки или пенополистирола соответственно, а можно использовать и самодельные клеевые цементно-песчаные смеси с добавлением дисперсного ПВА.
При ручном изготовлении блоков также можно делать из арболитовой смеси оконные и дверные перемычки.

На российском рынке представлено довольно много вибростанков для изготовления арболитовых блоков. Они имеют различную конструкцию и производительность, но принцип формирования блоков очень похож:
Умелый домашний мастер, обладающий навыками сварщика, без особого труда сможет изготовить подобный станок самостоятельно. Характерной особенностью большинства таких устройств является наличие дозирующей емкости, позволяющей получать блоки стабильной формы и одинаковой плотности при неизменной рецептуре приготовления смеси и однородных ингредиентах.



OLYMPUS DIGITAL CAMERA
Arbolitovye-bloki-20
Arbolitovye-bloki-6
На таком оборудовании можно формовать блоки и из других материалов. Сушка отформованных арболитовых блоков происходит в течение 2-х недель при температуре ± 20°С.
Первый ряд кладки
Первый ряд блоков должен быть идеально защищен от проникновения влаги. Перед тем как класть арболит, надо определить, сколько блоков нужно взять на один ряд стены, а также — сколько нужно распилить бензопилой. Ковшом нанести от пяти до шести миллиметров раствора, разровнять слой
Важно помнить, что некоторая часть смеси обязательно просочится в полости, находящиеся между щепками. А значит, сам шов будет примерно в 3 мм, а если уложить особо тщательно — то не больше и 2 мм
Первый блок стоит укладывать, проверяя правильность угольником, после чего при помощи уровня убедиться в его ровность. Если есть погрешности, стоит поправить при помощи резиновой киянки. О металлических орудиях стоит забыть, так как их в этом случае не используют. Они оставят некрасивую вмятину, которая вовсе не будет красить здание.
Такую же процедуру стоит повторить на всех углах постройки. После того как угловые блоки были правильно установлены, нужно натянуть между ними строительный шнур. Это поможет быстро выложить другие элементы первого ряда, так как не нужно будет каждый раз проверять уровнем: достаточно ориентировки на шнур.
Боковую сторону углового блока нужно промазать раствором и подогнать следующий элемент. И так далее. Постоянно сверяйтесь со шнуром.
Формирование арболитовых блоков
Приготовленная арболитовая смесь направляется через специальные бункеры-укладчики в металлические формы или разборные деревянные формы, там смесь утрамбовывается и уплотняется, с помощью пресса, силового вибропроката и виброштампования. Чтобы арболит, произведенный на стандартном портландцементе , достиг 50% прочности от марки, его выдерживают в формах 5 суток при температуре 15° С и относительной влажностью воздуха около 60-70%.
Можно также залить арболитовую массу в формы и выдержать ее в течение 24 часов при температуре 40° С и аналогичной влажностью. В таких условиях блоки выдерживаются 2 суток с сохранением постоянной температуры не ниже 15° С.
Далее происходит распалубка смеси на блоки, панели и изделия поступают на склад.
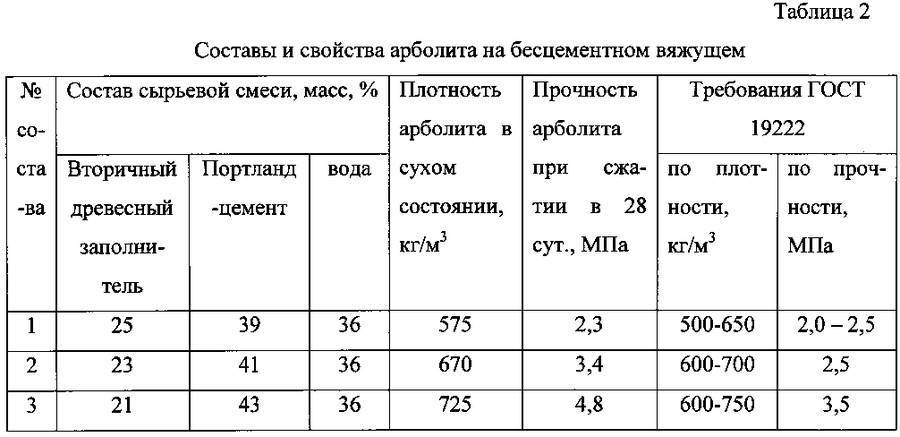
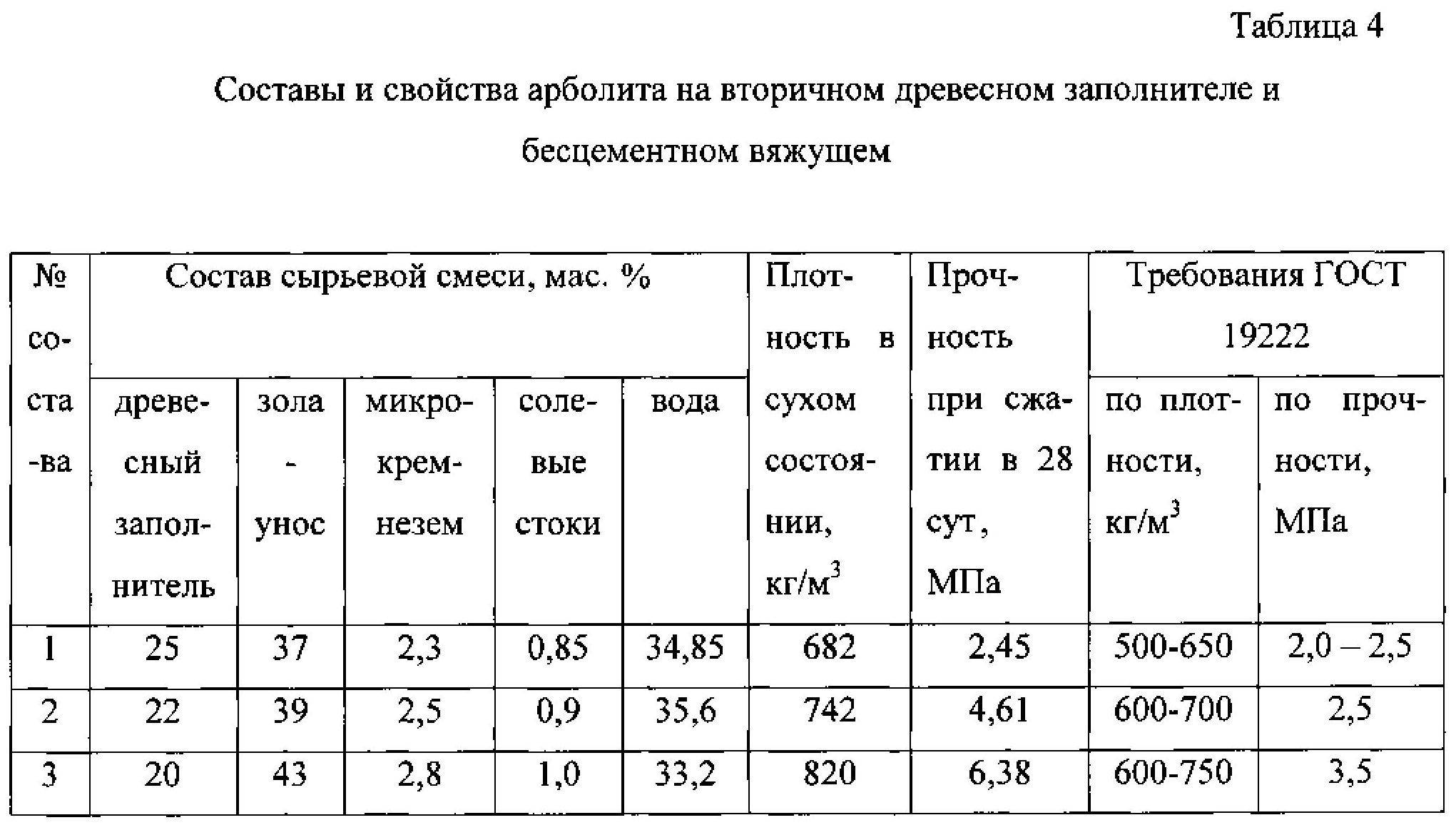
Наряду с описанной выше технологией, существует вариант приготовления арболитовых блоков, с древесным заполнителем из одубины — щепы древесины дуба, являющейся отходом производства экстрактов дуба.
Процесс производства арболита из одубины более прост, так как данный заполнитель не нуждается в дополнительном измельчении. Также существует технология изготовления арболита из высокопрочного гипса, которая гораздо проще, чем на базе цемента. Это происходит из-за того что гипс, взаимодействуя с водой, образует нейтральную среду, а не щелочную, которая вызывает выделение сахара из дерева. Так как нет факторов, снижающих отвердение цемента, то использование минерализующих добавок в производстве не требуется. Технология упрощается еще и в связи с тем, что используя высокопрочный гипс, можно применять дробленку гораздо крупнее по фракции, прошедшую только одно измельчение в рубильном механизме.
Таким образом, производство арболита на основе гипса менее затратное, чем при использовании цемента.
Требования по ГОСТу
Норматив регламентирует состав смеси, размеры блоков и технические характеристики материала.
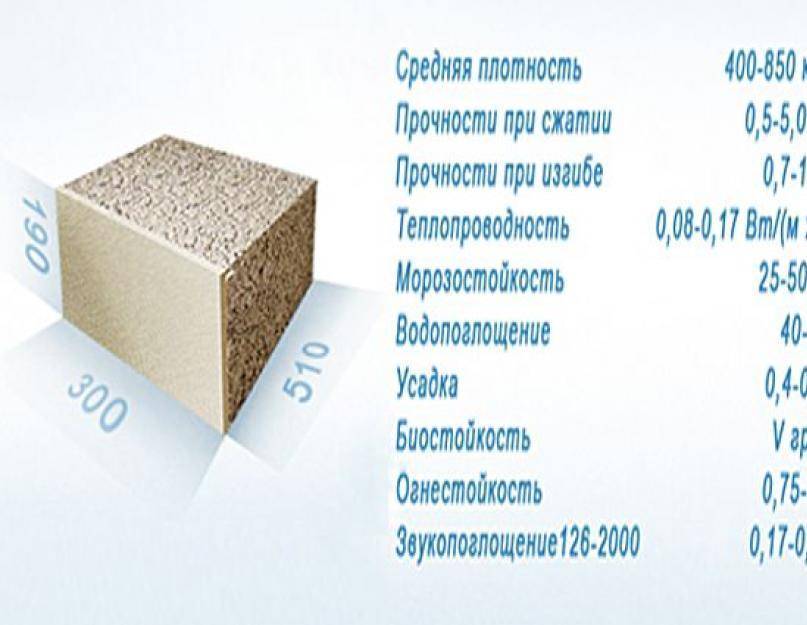
Арболит, изготовленный с соблюдением технологии, имеет следующие параметры.
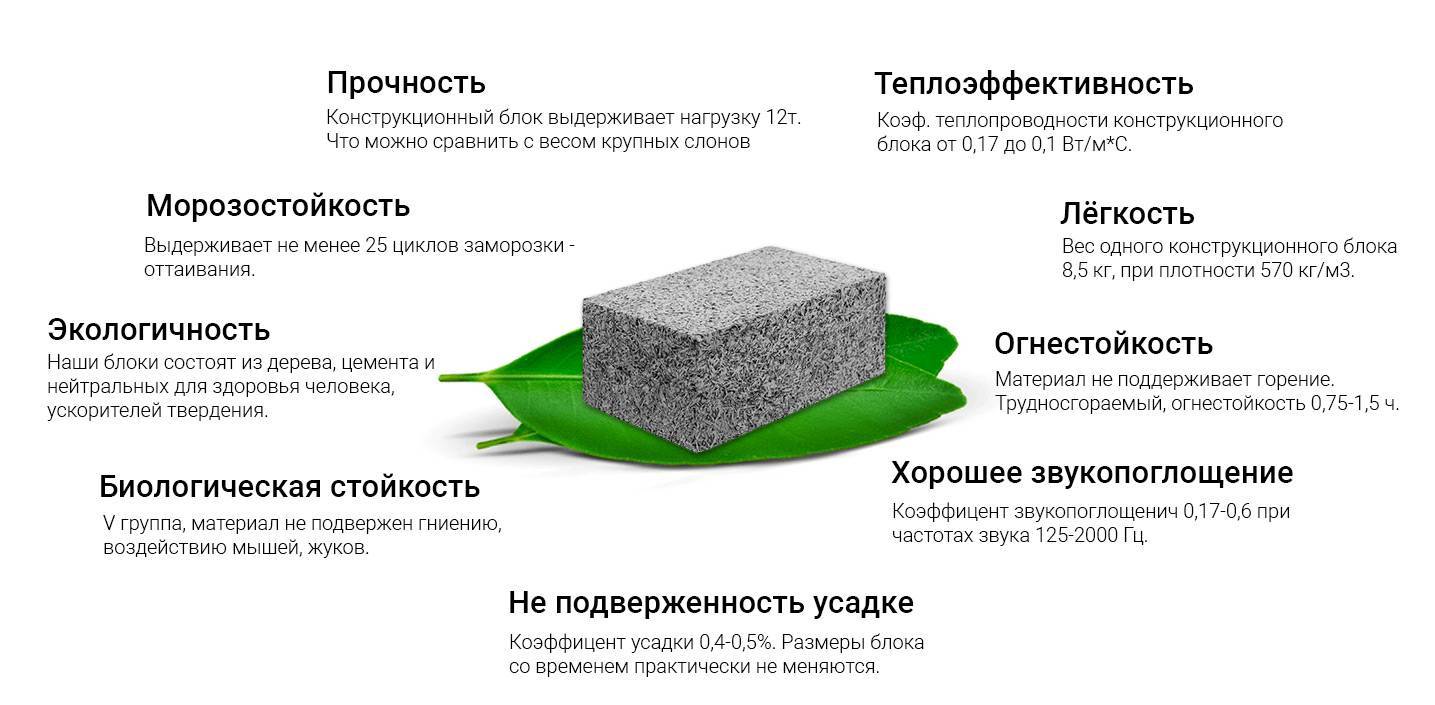
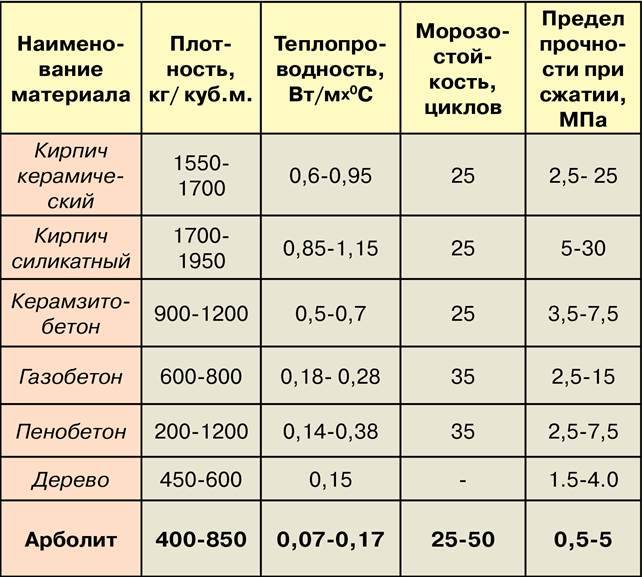
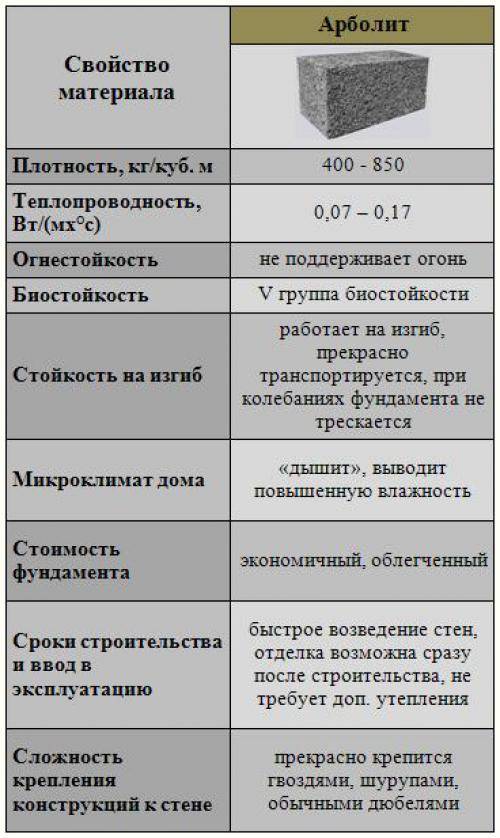
- Плотность – 400-850 кг/куб. м (зависит от марки).
- Прочность на сжатие – 0,5-1,0 МПа.
- Коэффициент теплопроводности – 0,08-0,17 Вт/м*С.
- Прочность на изгиб – 0,7-1,0 МПа.
- Морозоустойчивость – 25-50 циклов.
- Водопоглощение – 45-80%.
- Упругая деформация – 0,4-0,5%.
- Классификация по биостойкости – 3-я группа.
- Огнеупорность – 0,75-1,5 часа.
- Коэффициент звукопоглощения для частот 126-200 Гц – 0,17-0,80.
Концентрация химии в составе
В 1 кубометре арболита содержится в среднем от 6 до 12 кг химических реагентов, что составляет 2-4% от общей массы.
Химические добавки можно комбинировать.
- Сернокислый алюминий и хлорид кальция. Берутся в равных количествах (1:1). Общая концентрация не превышает 4% от массы цемента.
- Хлористый кальций и сернокислый натрий. 1:1, не более 4%.
- Хлористый и сернокислый алюминий. 1:1, не более 2%.
- Хлористые кальций и алюминий. 1:1, не более 2%.
Для повышения прочности материала жидкое стекло тоже смешивают с хлористым кальцием в соотношении 1:4.
Отклонения в размере и форме блоков
ГОСТ предусматривает следующие допуски:
- по длине – +/- 5 мм для модулей размером до 3 м и +/- 7 мм для диапазона 3-6 м;
- по высоте и толщине – +/- 5 мм;
- по размерам конструктивных элементов (выемок, ребер, полок и т.д.) – +/- 5 мм.
Отклонения указанной величины могут быть нивелированы изменением толщины шва.
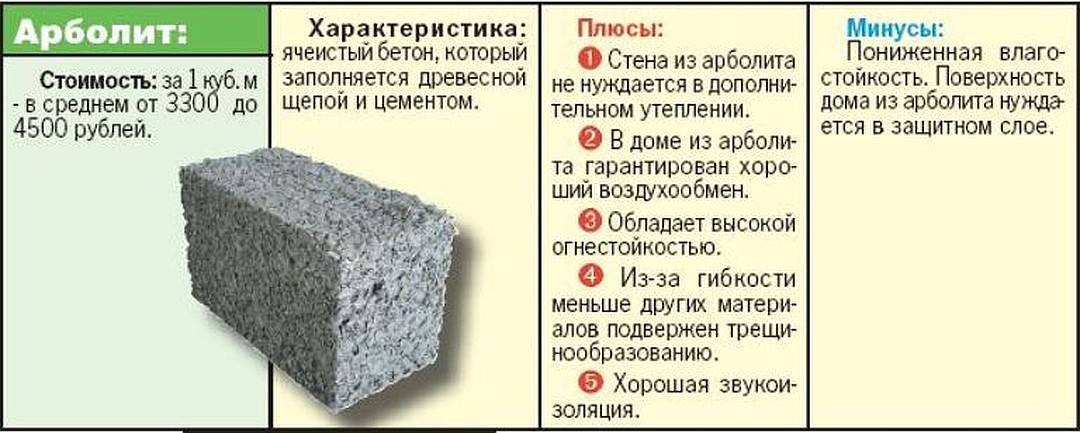
Преимущества и недостатки
За длительное время использования арболитовых блоков мастера выявили все их достоинства и недостатки. При строительстве нужно соблюдать главное правило — нельзя возводить из материала здания в три этажа и выше.
Чтобы получить качественный арболит, первоначально нужно брать использовать качественные материалы
Среди его преимуществ выделяют:
- высокую устойчивость к механическим повреждениям;
- незначительную массу, что позволяет обойтись без мощного фундамента;
- технологию изготовления, благодаря которой материал не привлекает насекомых, а также обладает устойчивостью к плесени и грибкам;
- значительные размеры, что даёт возможность использовать меньше материала, чем кирпичей или бетона, для постройки одного здания;
- лёгкость обработки — арболит легко распиливать, сверлить, забивать в него гвозди;
- в некоторых случаях материал можно использовать в качестве утеплителя;
- экологическая чистота — в смеси нет вредных химических веществ;
- паропроницаемость — не нужно устанавливать дополнительную вентиляцию, стены могут насыщаться кислородом;
- длительность срока эксплуатации — чистый материал прослужит 40-50 лет, а при использовании штукатурного покрытия этот срок можно значительно увеличить.
Материал обладает невысокой ценой из-за низкой себестоимости. Но необходимо два-три человека для производства арболита на специальных станках. Материал гигроскопичный, поэтому требует дополнительной облицовки, иначе после осадков блоки впитают влагу и испортятся.
Процесс получения древоблоков
На стадии формовки используются лотки, которые придают изделиям стандартные размеры. Если требуется сделать блоки нестандартных габаритов, в формы вставляются пластины, которые увеличивают размер и массу изделия. Плита может быть треугольной или трапециевидной.
Для ускорения затвердевания в раствор добавляют сухую хлористо-кальциевую смесь. Заливание раствора делают слоями в три этапа в заранее обработанные формы известью. Далее смесь потребуется утрамбовать.
Верхнюю поверхность блоков рекомендуется выровнять шпателем или правилом. После залить штукатурной смесью, примерно на 20 мм.
Когда образовалась у стройматериала форма, его уплотняют при помощи деревянного приспособления обитого металлической рамой. Наиболее прочным и надежным является стройматериал, который выстоял и затвердел на протяжении 10 суток при температуре +150 градусов Цельсия. Чтобы блоки не пересыхали, их периодически поливают водой.

Кладка последующих рядов
После того как первый ряд уложен, подождите не менее четырех часов, чтобы раствор окончательно схватился и застыл. После этого сверху необходимо положить армированную сетку, что характерно именно для первого ряда.
Следующие ряды блоков укладываются куда быстрее, сам процесс идет проще. Ведь можно начинать с любого места, не с углов. Сверяться с уровнем нужно, но не за каждым разом — время от времени. Но можно использовать ту же схему с углами и строительным шнуром, если так удобнее. Главное —постоянно соблюдать одинаковый размер шва и следить за тем, чтобы он был небольшим. Блоки должны лежать горизонтально, без уклона вбок.
Подробнее про инструменты для производства
Заняться производством именно качественного материала невозможно без:
- Щепореза для арболита. Еще называют молотковой дробилкой. Ориентировочная цена нового станка – 45-50 тысяч рублей. Щепорез выдает удобную в производстве щепу (длина не более 25 мм). Именно для производства в подсобном хозяйстве достаточно поставить станок роторно-молоткового типа. Чертежи:
- Станка для арболитовых блоков. Опять же в работе понадобится устройство не промышленного масштаба, а его мини-версия. Так как мелкое производство арболита набирает оборот, соответственно, и в цене оборудования для гаражей, сараев и мелких промзон. Оборудование обойдется частнику в те же 50-60 тысяч. За одну минуту можно вырабатывать один блок, что дает до 6,5 кубометров материала за рабочий день (ориентировочно до 450 блоков)
- Бетономешалки. Привычные в строительстве аппараты гравитационного типа не сгодятся. Для качественной смеси их цикла не хватит. Потому что даже свое, мелкое производство требует аппарат принудительного типа (растворомешалку). Обычно из делают также собственноручно.
Пресса. На мелком объеме позволительно утрамбовывать смесь вручную, но частная потоковая линия требует уже вибропресса. Отлично зарекомендовала себя фирма «Рифей».
Однако частное подсобное хозяйство приемлет любые вспомогательные средства, поэтому в работе также принято использовать мини-станки «Строитель-1» или «Гефест-1».
- Специальных форм. Здесь ничего сложного, можно наштамповать обычных ящиков для удобства. Но есть некоторые хитрости. К примеру, внутренние площади принято обклеивать клеенкой. Это просто идеально для подсыхающего раствора. Иногда на дно формы просто льют масляную отработку. Новшеств много, но важнее всего процесс трамбовки в саму форму. Сразу состав равномерно не скомпоновать, поэтому делают 3 или 4 закладки с периодической протрамбовкой.
Технология производства арболитовых блоков
Арболит относится к легким бетонам, технология практически стандартна, за исключением некоторых нюансов: необходимости прессовки и использовании при замесе не обычной гравитационной бетономешалки, а принудительной. В ней лучше перемешивается щепа с остальными компонентами.



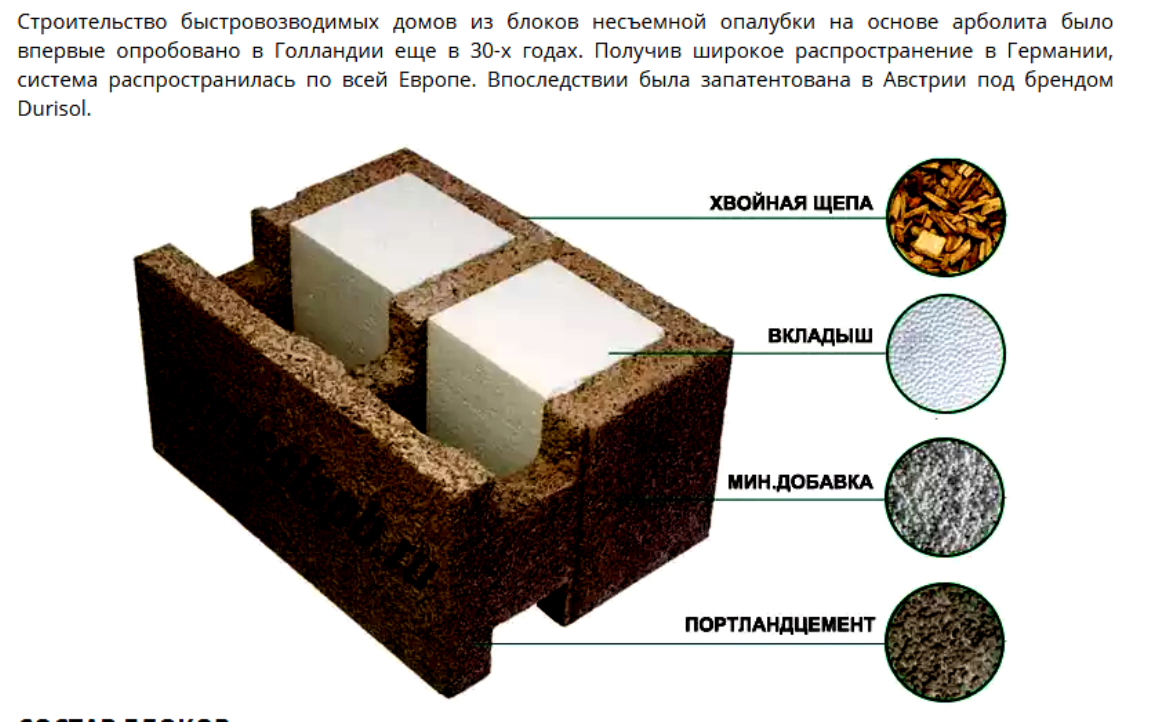


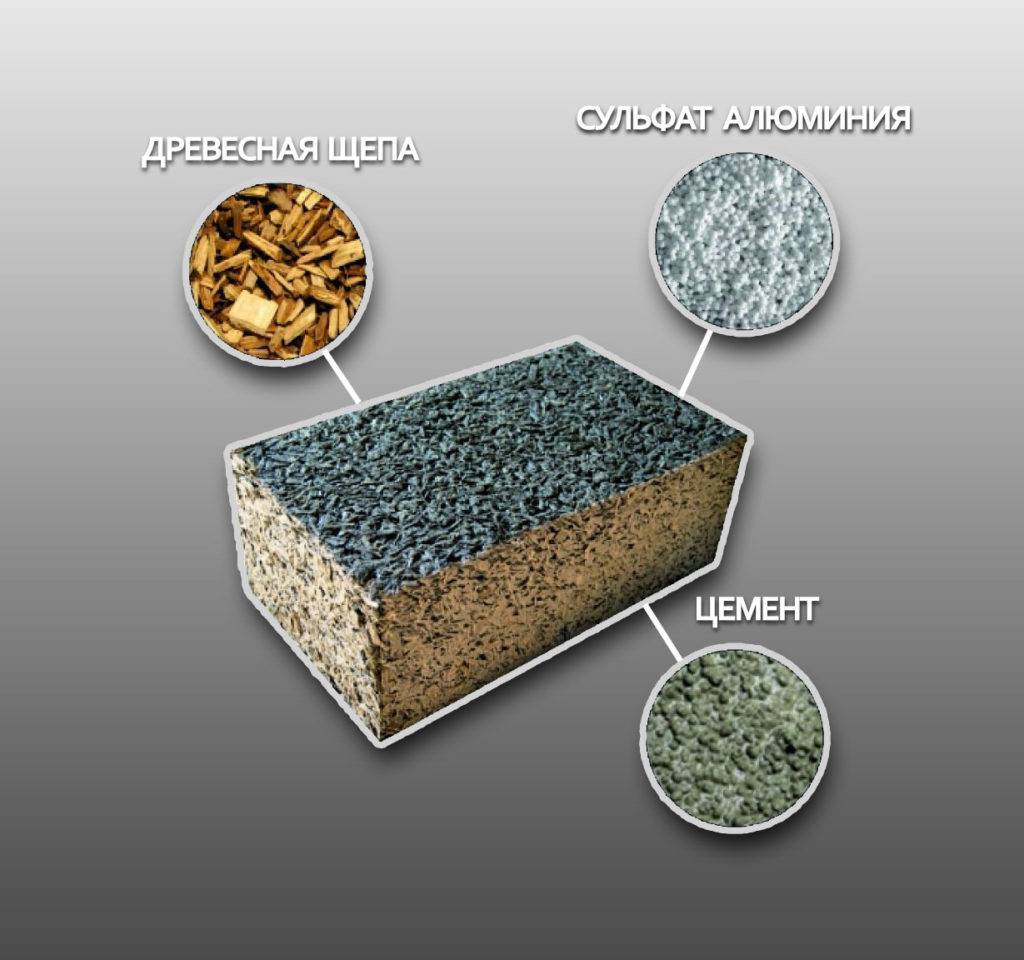
Состав
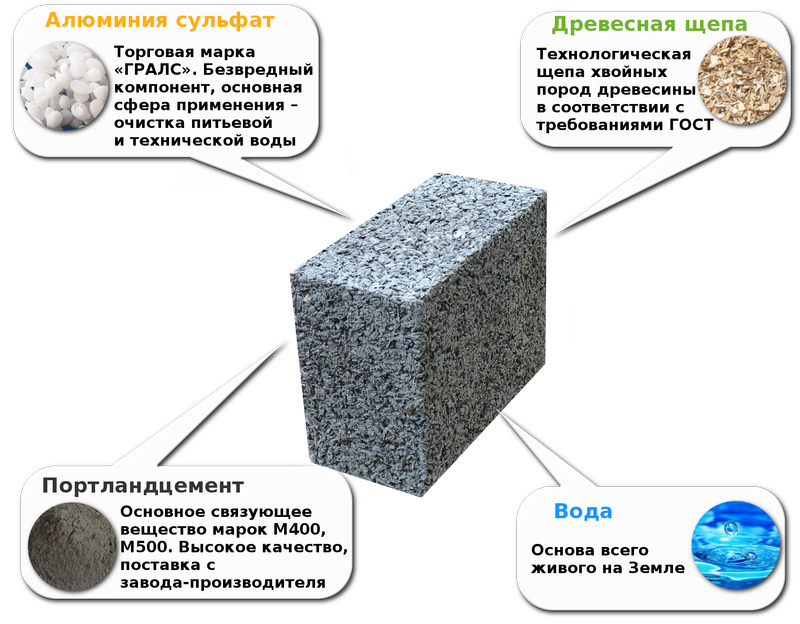
В состав арболита входят четыре компонента:
- высокомарочный цемент (М 400 или М 500);
- древесная щепа;
- вода;
- химические добавки.
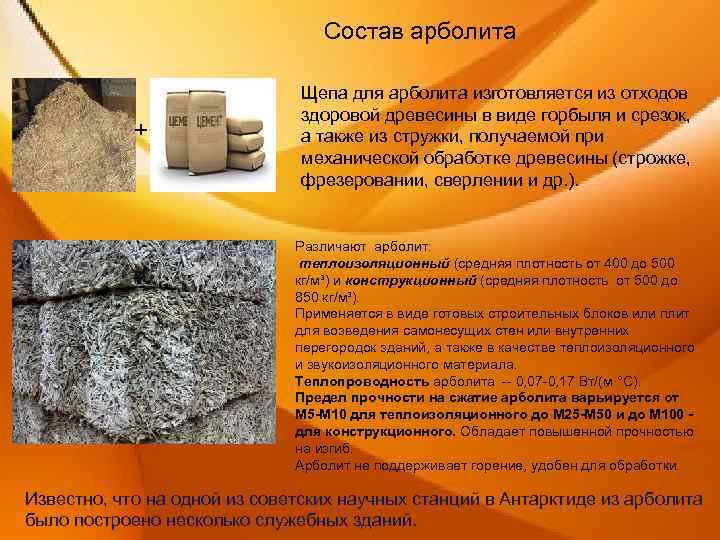
Состав арболита
Цемент должен быть сухим и свежим. Щепа — определенного размера. Чем меньше будет пересортицы, тем крепче будет блок. Химические добавки — это нитрат и хлорид кальция (пищевая добавка E509), жидкое стекло, сернокислый алюминий и некоторые другие вещества
Обратите внимание, что они сначала разводятся в воде и только потом добавляются в щепу, перемешиваются. Вода допускается любая питьевая, но не техническая, без загрязнений
После того, как щепки равномерно намокли, добавляют цемент. Другая последовательность недопустима.
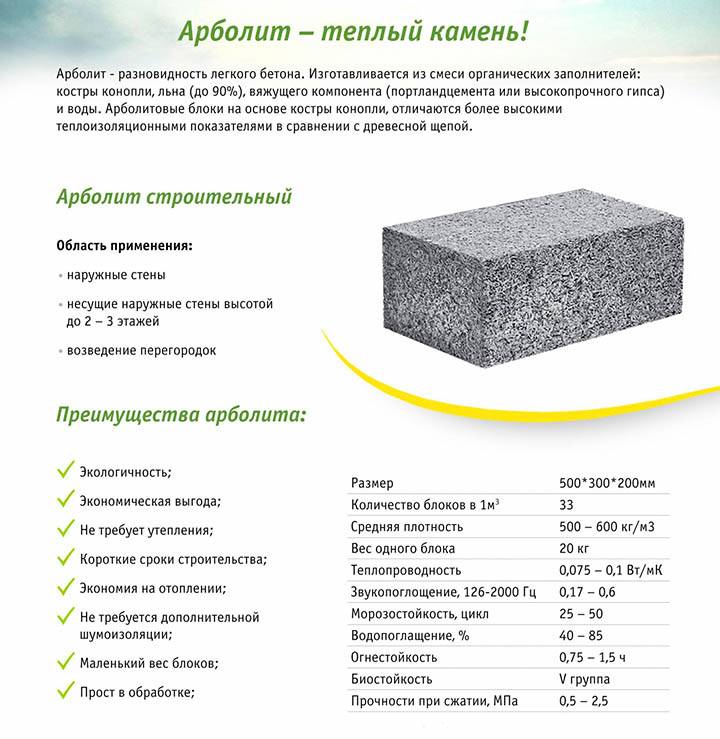
Виды и размеры блоков
В зависимости от плотности арболитовые блоки разделяют на теплоизоляционные (до 500 кг/м³) и конструкционные (от 500 кг/м³ до 850 кг/м³). Для постройки одноэтажных домов можно использовать самые легкие из конструкционных плотностью 500 кг/м³. Для особняков в 1,5 и 2 этажа минимальная плотность — 600 кг/м³ и выше.
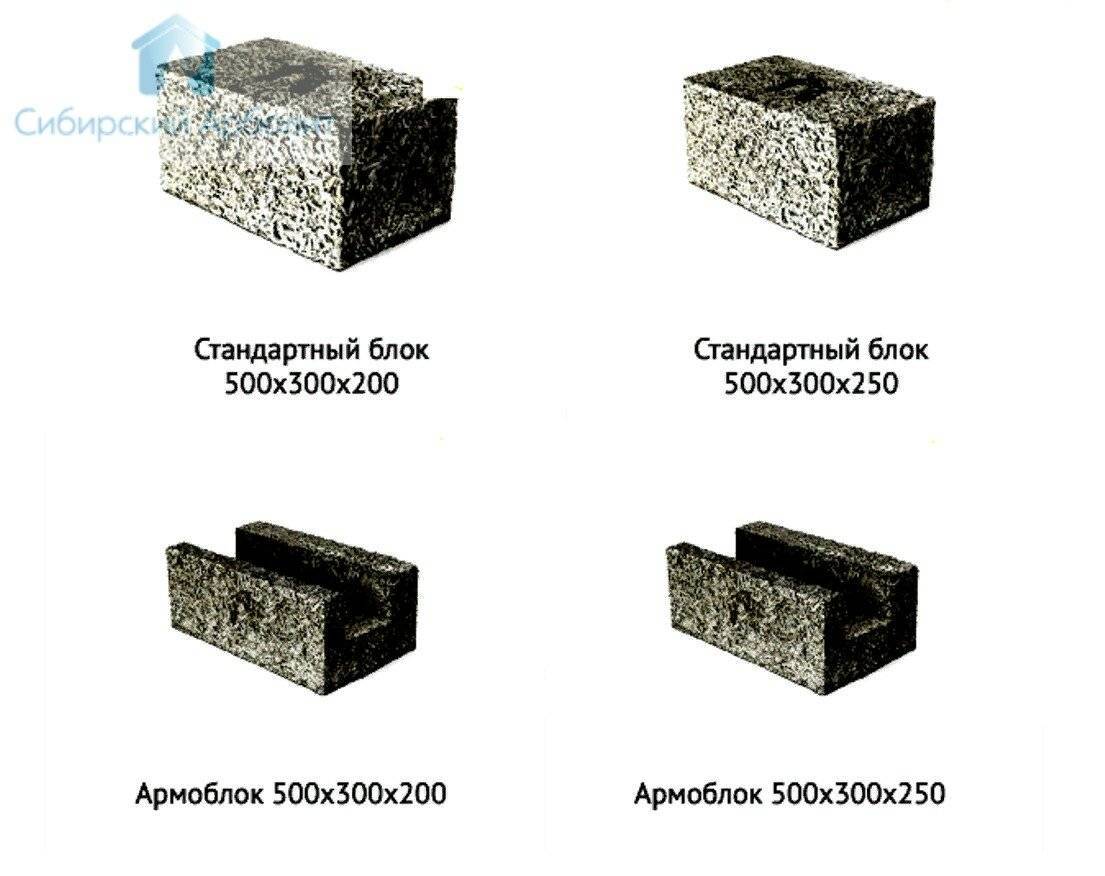
Размеры арболитных блоков могут быть разные. Наиболее распространенный — 500*200 мм и разной толщины — от 100 мм до 400-500 мм. Но разные заводы и цеха выпускают разные по габаритам блоки. Формы для них можно сварить из обычного листового железа, так что это не проблема. На фото пример ассортимента одного из цехов.
Размеры и вес блоков из арболита
Как видите, блоки 600*200 мм и 600*250 мм тоже есть и толщина от 100 до 500 мм. Можно и для несущих стен и для перегородок межкомнатных выбрать подходящие. Также для самостоятельного изготовления арболитовых блоков можно будет сделать подходящую форму. Это если вы решите их делать сами.
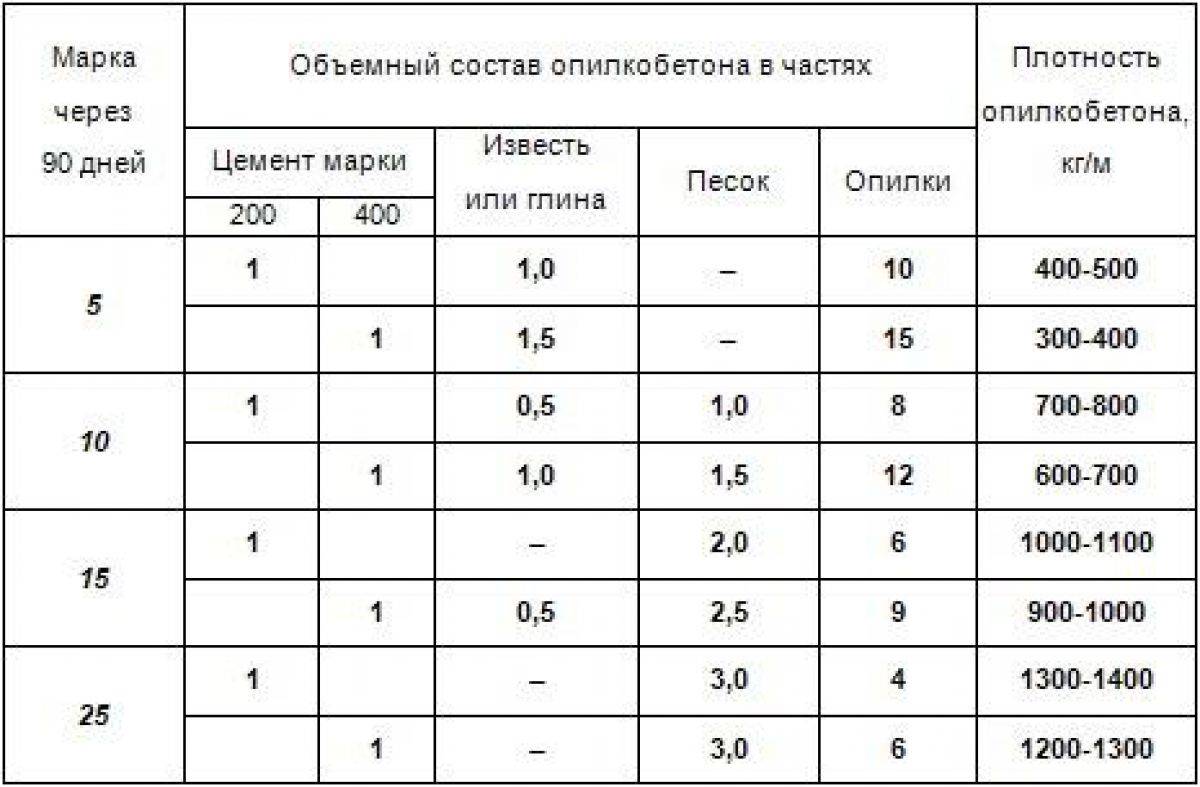
Пропорции
Как любой строительный материал арболит подразделяют по классам прочности. Для возведения несущих стен домов необходимый класс прочности B 2.5.
Количество и пропорции компонентов арболита в зависимости от марки
Количество необходимых материалов на один кубометр арболитового раствора есть в таблице (фото выше).
Технологии прессования
Все эти компоненты перемешиваются, из них формуются блоки. Есть несколько технологий:
- просто прессованием :
- ручное на полу (необходимы большие усилия);
- ручная трамбовка на вибростоле.
- прессование с вибрированием на вибростанке.
Проще всего реализуется ручное прессование. Но контролировать таким способом плотность и прочность получаемых блоков сложно.
Ручная формовка арболитовых блоков
Условия нормального производства
Для нормального процесса гидратации цемента необходима температура не ниже +12°C. Других условий нет. Особенность производства состоит в том, что после формования блока до начала его использования должно пройти не менее 2-3 недель. За это время цемент наберет порядка 50-60% прочности (зависит от температуры) и с блоками уже можно работать. То есть, делать блоки надо задолго до начала стройки. Если учесть, что щепа до ее использования должна вылежаться, как минимум, 4 месяца, то начинать можно за год до стройки.
Так можно хранить арболитовые блоки, сделанные своими руками
Еще один практический момент: если собираетесь делать арболитовые блоки своими руками, кроме площадки для замеса и хранения компонентов, необходима площадка для отстаивания блоков. Место должно быть крытым, защищенным от дождя и солнца. Не должно быть и сквозняков.
Что представляет собой готовый арболитовый блок
Разновидностью легких бетонов являются блоки из щепы. Они отличаются крупнопористой структурой и наполнителем, в качестве которого используют стружку древесины. Стандартные изделия имеют форму прямоугольного параллелепипеда с габаритами 0,5х0,3х0,2 м. Производятся также блочные изделия с другими размерами, соответствующими размерам формовочного ящика. Наряду с блоками, производится арболитовая продукция в виде плит, для повышения прочности которых выполняется армирование.
Деревобетон включает следующие составляющие:
- древесный заполнитель в виде щепы определенных размеров;
- специальные активные добавки с химическими компонентами;
- связующее вещество на базе портландцемента М400;
- вода, обеспечивающая пластичность арболитовых растворов.
Блоки из щепы отличаются крупнопористой структурой
Одно из условий получения качественного материала – равномерное смешивание ингредиентов. Вначале определяется масса каждого вида исходного сырья в зависимости от требуемого количества раствора. Затем взвешенные компоненты перемешиваются и выполняется следующий этап – заполнение раствором опалубочных ящиков. Для обеспечения повышенной плотности блоков осуществляется трамбование смеси в формах. Застройщикам, изготавливающим блоки керамзитобетонные своими руками, несложно освоить данный способ производства арболита.
Из арболитовых блоков строят капитальных стены и возводят внутренние перегородки в малоэтажных зданиях:
- жилых домах;
- хозяйственных объектах;
- промышленных сооружениях.
Арболит классифицируется на следующие виды:
- материал с плотностью до 500 кг/м3, применяемый для утепления различных видов строительных конструкций;
- конструкционную продукцию с удельным весом 500-800 кг/м3, которая используется для строительства несущих стен.
Применение древесного наполнителя и крупноячеистая структура арболитового массива не позволяют использовать материал при больших нагрузках. Следует убедиться в качестве материала, приобретая арболит для строительства частного дома. Не всегда используется качественное сырье и производится насыщение рабочей смеси жидким стеклом, снижающим гигроскопичность.
Для строительства частного дома следует убедиться в качестве материала
Преимущества и недостатки
За счет особых эксплуатационных характеристик арболит совмещает в себе преимущества 2 стройматериалов.
Он может использоваться в качестве:
- Материала для возведения всевозможных сооружений.
- Утепляющего слоя.
Решение обладает как плюсами, так и минусами, которые мешают применять его во всех направлениях строительства. Ключевым недостатком блоков является их уязвимость к воздействию влаги. Однако если вовремя оштукатурить поверхность снаружи и внутри здания, проблема будет устранена.
Плюсы
Среди ключевых достоинств арболита выделяют такие пункты:
- Большой срок службы. Постройки на основе таких блоков могут простоять без деформаций больше 100 лет — при условии, что строителями были соблюдены все правила и технологические моменты.
- В материале отсутствует точка росы, что исключает проблему его промерзания.
- Простота монтажа и обслуживания.
- Соответствие всем экологическим стандартам и требованиям.
- Снижение финансовых затрат.
- Возможность установки на любом фундаменте.
Минусы
Список минусов относительно небольшой, но его нужно учитывать при изготовлении арболита своими руками:
- Чрезмерное поглощение влаги при несоблюдении технологии производства арболита. Материал нуждается в хорошей гидроизоляции, в противном случае он будет подвергаться разрушительному воздействию высокой влажности.
- Специалисты рекомендуют использовать блоки на основе арболита в регионах с преобладающими отрицательными температурами.
Состав по ГОСТу
Состав арболитовых блоков установлен ГОСТ 19222-84 «Арболит и изделия из него». В составе арбобетона присутствует:
- вяжущее — цемент, бетон или цементный состав на легких заполнителях (керамзит, перлит, вермикулит);
- наполнитель — древесная щепа, стебли хлопчатника, костра льна или конопли, рисовая солома, до 5% коры дерева и хвои;
- химические добавки.
О компонентах расскажем подробнее.
Органические компоненты
Наполнители органического происхождения обеспечивают легкость и теплоизоляционные качества арбоблока, они занимает 80-90% объема смеси для формирования арболита.
Важно!
Любые наполнители не должны быть поражены плесенью или гнилью, зимой не должны содержать льда и снега.
Щепа
Применяется древесная щепа лиственных или хвойных (кроме лиственницы) пород деревьев, строго калиброванная по размеру. ГОСТ разрешает предельный размер щепы 40х10х5 мм, но опытным путем было установлено, что наилучшие блоки получают при использовании щепы игольчатого типа размером 25х10х5 мм.


Внимание!При большем размере этого компонента ухудшаются прочностные характеристики материала, при меньшем — снижаются теплоизоляционные качества.
На промышленных установках по производству арболита устанавливают специальные дробилки для получения щепы нужного размера, на кустарном производстве щепу часто заменяют стружкой большего размера, но результат получается непредсказуемым, такие блоки часто не могут пройти сертификацию.
Рисовая солома, хлопчатник, лен и конопля
Арболит на рисовой соломе, костре льна или конопли, стеблях хлопчатника отличается более низкой маркой по прочности, но лучшим показателем по теплопроводности, из таких камней не рекомендуется строить дома выше одного этажа, но плиты с этим наполнителем применяются для утепления различных конструкций.
Длина наполнителя допускается до 40 мм, ширина — 5 мм, при этом очесы и пакля допускается в количестве не больше 5%.
Неорганические компоненты
Чтобы уменьшить водопоглощение и исключить возможность гниения древесины внутри блока в условиях повышенной влажности и температуры, наполнители обрабатывают химикатами в количестве 2-4% от объема.
Сернокислый алюминий
Сернокислый алюминий Al2 (SO4)3 добавляют для увеличения прочностных характеристик, так как он нейтрализует естественные сахара, содержащиеся в древесине, предотвращая тем самым процесс гниения.
Известь гашеная
Известь Ca (OH)2 применяют в виде молочка, в нем наполнитель вымачивают 1-2 дня, затем его высушивают 90 дней на воздухе, регулярно перемешивая.
Воду применяют очищеную от примеси, с температурой +15С, но на деле при производстве арболитовой смеси берут воду из скважин, открытых источников или водопровода.





