Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
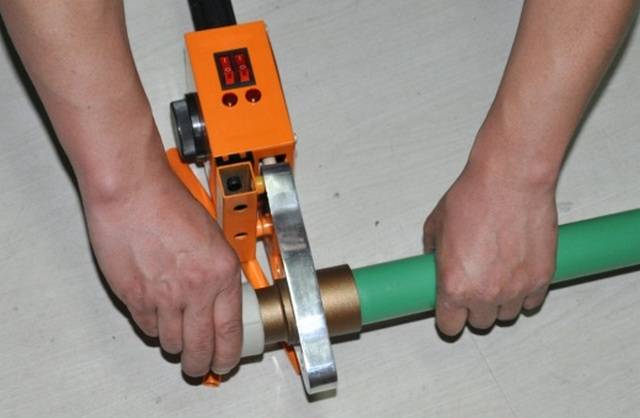
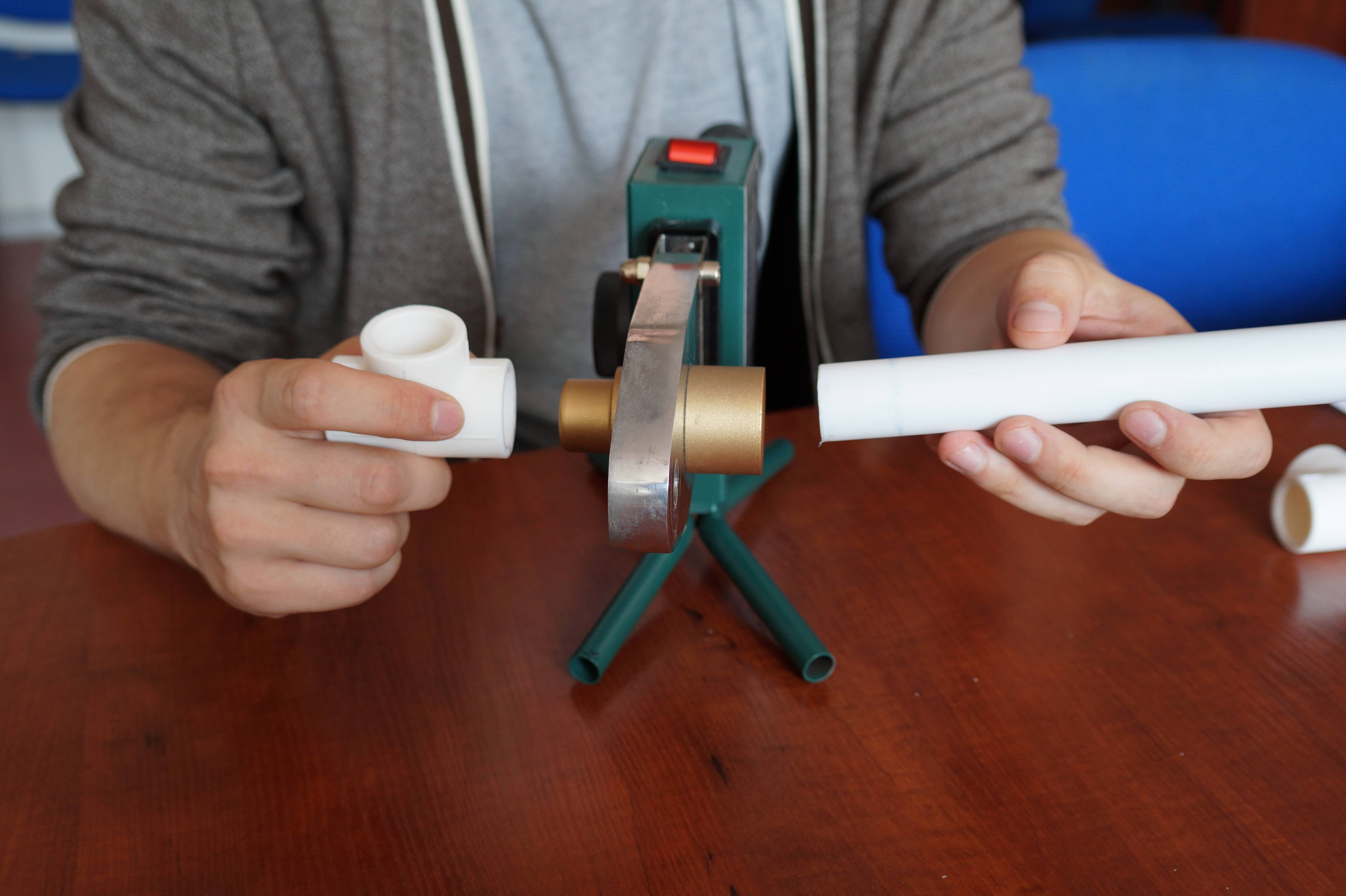
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Специфика монтажных работ при работе с ПП трубами
Разметка труб также должна выполняться с высокой точностью. Любое соединение подразумевает, что труба будет заткнута в тройник или фитинг на определенное расстояние, которое называют глубиной пайки. Такой запас длины должен соблюдаться на каждом сегменте. Вставляя трубу, нужно обязательно отмечать границы, по которые будет производиться их вставка.
Глубина, на которую необходимо задвигать трубу в прогреваемые соединители, зависит от диаметра этих труб (первое значение – диаметр трубы, а второе – запас длины под вставку):
- 2 сантиметра – 1,4-1,7 сантиметра;
- 2,5 сантиметра – 1,5-1,9 сантиметра;
- 3,2 сантиметра – 1,6-2,2 сантиметра;
- 4 сантиметра – 1,8-2,4 сантиметра;
- 5 сантиметров – 2-2,7 сантиметра;
- 6,3 сантиметров – 2,4-3 сантиметра.
Более точное значение можно получить лишь после того, как будут подобраны фитинги, поскольку нужно учитывать, что в один такой соединитель будут входить сразу две трубы, а значит, его ширина должна быть не меньше двух заступов (из тех, что указаны в списке выше).
Инструменты для пайки труб из полипропилена
Процесс соединения полипропиленовых труб в обиходе называют пайкой. Научное название процесса с применением высоких температур — диффузионная сварка. Ее проводят при помощи специального сварочного аппарата, который в обиходе называется паяльником, а проще утюгом.
Для качественной пайки пропиленовых труб их следует предварительно подготовить. Процесс строго регламентирован по времени.
Для пайки труб из полипропилена нужны следующие инструменты:
- Сварочный аппарат. Существуют разные модели таких инструментов для пайки пластика. Это профессиональные инструменты («говорящие» утюги), которые автоматически выставляют нужную температуру в зависимости от диаметра трубы, и руководят работой мастера посредством звукового оповещения об окончании процесса пайки, о времени первого затвердения соединения. Есть недорогие паяльники для любителей, которыми пользуются в ручном режиме. Существует услуга проката профессионального инструмента, которой удобно пользоваться для проведения разовых работ.
- Ножницы или труборез для резки пластиковых труб. Эти инструменты несколько отличаются, но каждый режет пластиковую трубу ровно, без заусениц. Лезвия для ножниц и ролики у труборезов сменяемы и продаются отдельно. Вместо ножниц трубы можно резать ножовкой по металлу или болгаркой. Ножовка бывает даже предпочтительнее, например, если нужно отрезать небольшой кусок в 1 см. (ножницы в этом случае могут деформировать трубу небольшого диаметра).
- Торцеватель или шейвер. Эти инструменты нужны для работы с армированными алюминием полипропиленовыми трубами. Перед пайкой алюминиевый слой удаляют. Торцеватель особенно важен при соединении труб технологией стыковой сварки.
- Нож или напильник для зачистки торцов трубы, которую разрезали ножовкой или отрезным диском для болгарки. При работе этим инструментом срез полипропиленовой трубы получается с зазубринами. Исключение составляют трубы, армированные стекловолокном.
- Линейка или рулетка для проведения измерений.
- Маркер, карандаш для нанесения рисок глубины вхождения трубы в паяльник.
Особенности монтажа отдельных узлов
При необходимости собрать сложное соединение из полипропилена, его монтаж лучше проводить отдельно, на твердой поверхности, где достаточно места для работы. Готовый узел проще вставить в трубопровод, чем паять каждую деталь на весу.
Для монтажа спаянного узла в готовый трубопровод потребуется помощник. Трубы следует обрезать с учетом размера устанавливаемого узла и зачистить. Пайку начинают с более труднодоступной стороны.
Сварка узла на весу производится также при помощи помощника, поскольку одному мастеру невозможно удержать правильное направление при соединении деталей.
Сварка полипропиленовых труб в углах производится с помощью специальных заготовок среза трубы под углом 90℃ или с применением переходников, уголков. Нагрев соединяемых частей производится одновременно с одной стороны сварочного полотна. Для упора инструмента потребуется помощник.
Многим кажется, что ремонтировать конструкции из полипропилена – это несложно. Но так происходит ровно до тех пор, пока ремонт и пайку полипропиленовых труб не потребуется провести в труднодоступных местах. Набор инструментов и знаний позволят решить эту задачу.
Несколько полезных рекомендаций
Для того чтобы узнать, как спаять полипропиленовые изделия, необходимо понять, что в данном процессе самое основное – действовать уверенно и быстро и соблюдать соотношение элементов при пайке. Если спайка труб выполняется впервые, то лучше всего сделать ряд пробных соединений. Чтобы контролировать качество проделанной пайки, контрольный образец режется вдоль.
При выполнении работ, большое внимание уделяют углам, кранам и тройникам. Ручки кранов обязаны свободно передвигаться в любое положение и не входить в трубу
Также надо соблюдать технику безопасности, потому что работы происходят при повышенных температурах, с помощью пластикового материала, а он во время нагрева выделяет токсичные пары для здоровья.
Убирание фаски с пайки непременное условие, также ее надо убирать и с внутренней стороны фитинга. В противном случае размягченная пластмасса при пайке будет задранной.
Монтируем седла в водопроводную систему
Этот элемент трубопровода используется для создания дополнительного отвода, и необходимость его установки возникает, как правило, при ремонте действующих разводок.
Инструкция по сварке с использованием вварных сёдел Wavin Ekoplastik
Watch this video on YouTube
Для этого нужно:
В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, удалить заусенцы и выполнить фаски.
Сопрягаемые детали прогреваются паяльником по традиционной технологии.
Седло (фитинг) плотно устанавливается в отверстие в трубе.
Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет с наименьшей трудоемкостью продолжить развития сети.
Знание того, как правильно паять полипропилен позволит без затруднений монтировать трубопроводы любой длины и степени сложности.
Армированные полипропиленовые изделия
Армированные полипропиленовые трубы – это изделия с жестким алюминиевым каркасом либо из стекловолокна. Армирующий слой из алюминия находится снаружи или между пластиковыми слоями. Слои крепятся особым клеем. Толщина слоя алюминия – 0,10-0,50 миллиметров. Армирование стекловолокном делается чуть по другому способу – слой находится только посередине, а непосредственно труба представляет монолит, где слои надежно приварены между собой.








Установка армирующего слоя влияет на характеристики изделия, а также и на метод ее пайки. В общем, процесс установки армированной трубы ничем не различается от монтажа неармированных изделий. Существует лишь один нюанс – труба с наружным слоем армирования из алюминия перед спайкой очищается специальным аппаратом – шейвером. Внутреннее армированное изделие очищается торцевателем.
Трубы с армированием дороже изделий без покрытия, поэтому выполнять ими установку холодного водопровода нет смысла. С проводом холодной воды великолепно смогут справиться простые полипропиленовые трубы.
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки — шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) — снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки — торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.
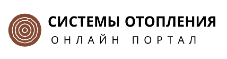
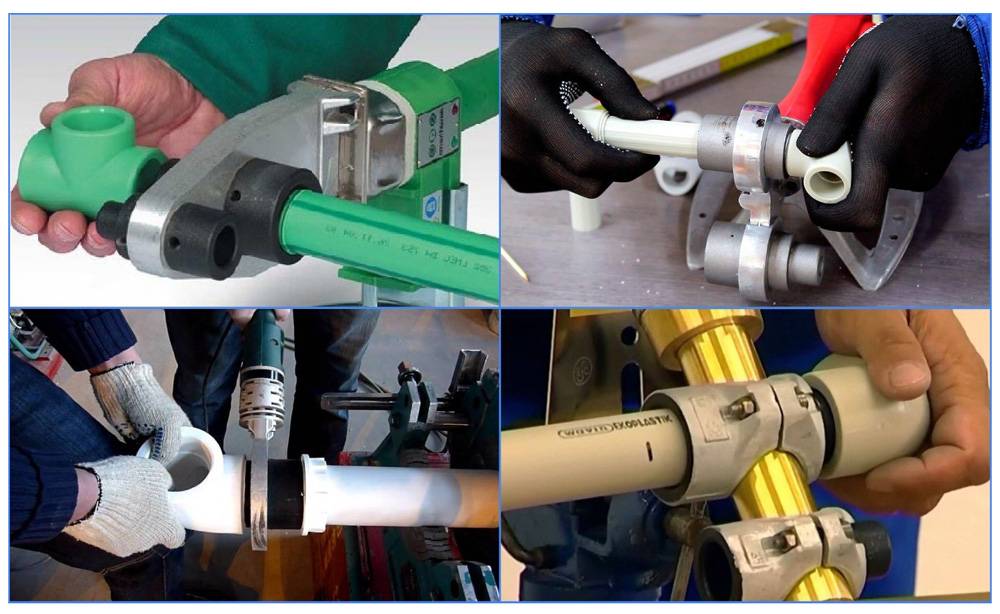
Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:
- Не очищают трубную оболочку стыкуемых деталей от грязи — данная ошибка приводит к плохой диффузии полипропилена и дальнейшей разгерметизации соединения.
- Не выдерживают угол среза в 90 градусов. Ошибка приводит к тому, что при вставке трубных отрезков в нагревательные насадки они не до конца погружаются и при монтаже между их торцами образуется слишком большой зазор – это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке.
- Стыкуют трубы в муфте слишком плотно или недостаточно глубоко, в первом случае образуется внутренний вал на стыке, снижающий диаметр проходного канала. Если трубы в муфте размещены друг от друга на слишком большом расстоянии, образуется внутренняя канавка и ухудшаются прочностные характеристики соединения.
- Не соблюдают прямой угол при стыковке деталей. При отсутствии контрольного инструмента выдержать прямой угол, точнее соосность соединения, довольно сложно начинающему монтажнику, перекосы вредно сказываются на качестве стыков и затрудняют монтаж длинных участков в заранее вырезанные прямые штробы.
- Недогревают или перегревают детали. В первом случае диффузия будет недостаточна, соединение в дальнейшем расслоится и появится течь, при перегреве трубных оболочек внутри появится сужающее проходное отверстие наплавление.
- Вращают или корректируют положение деталей в процессе сваривания. Данное нарушение технологии приводит к дальнейшей разгерметизации соединения.
- Не соблюдают временные интервалы при пайке, стыковке. Отклонения от рекомендованных табличных значений приводят к дефектам в виде перегрева или недогрева трубных оболочек, их расслоению и соответственно к некачественному соединению деталей.
Рис. 14 Как не нужно сваривать полипропиленовые трубы
При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества — точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.
Пайка в углах
Заготовки для угловых трубных стыков всегда обрезаются только под прямым углом; при этом их концы обязательно должны зачищаться и обезжириваться. Для получения плавной линии проводки труб в угловых зонах рекомендуется использовать специальные угловые переходники и фитинги.
При формировании угловых участков труб, расположенных очень близко к стене, применяется уже описанный выше приём последовательного нагрева прямой и ответной части стыка
При этом очень важно с высокой точностью обозначить маркером глубину вхождения подводящих труб в тело монтируемого углового элемента
В заключение отметим, что оформление стыков труб из полипропилена в «неудобных» местах потребует пристального внимания и большой точности действий. При малейшем отклонении формы стыка от нормального вида (при искривлении, например) следует срочно заменить его на новый. Специалисты советуют во время работы в сложных местах не отключать сварочный аппарат от сети, держа его всё время во включенном состоянии. Предоставленное ниже видео поможет лучше разобраться в технологии пайки труб.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Cтандарт организации. Инженерные сети зданий и сооружений внутренние. Устройство систем отопления, горячего и холодного технические требования
| 1 | РАЗРАБОТАН | Закрытым акционерным обществом«ИСЗС-Консалт» |
| 2 | ПРЕДСТАВЛЕН НА УТВЕРЖДЕНИЕ | Аппаратом Национального объединения строителей |
| 3 | УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ | Решением Совета Национального объединения строителей, протокол от № 18 |
| 4 | ВВЕДЕН | ВПЕРВЫЕ |
Национальное объединение строителей, 2011
Распространение настоящего стандарта осуществляется в соответствии с действующим законодательством и с соблюдением правил,
установленных Национальным объединением строителей
| Введение …………………………………………………………………………… | V | |
| 1 | Область применения ………………………………………………………. | 1 |
| 2 | Нормативные ссылки ………………………………………………………. | 1 |
| 3 | Термины и определения, обозначения и сокращения …………………… | 3 |
| 4 | Общие положения …………………… ……………………………………. | 6 |
| 5 | Технология выполнения работ…………………………………………….. | 12 |
| 5.1 | Технология изготовления узлов и деталей трубопроводов из стальных труб………………………………………………………………………… | |
| 12 | ||
| 5.2 | Комплектация и подготовка к установке санитарно-технического оборудования, отопительных приборов, узлов и деталей трубопроводов | |
| 16 | ||
| 5.3 | Монтажно-сборочные работы. Общие положения…………………….. | 18 |
| 5.4 | Внутреннее холодное и горячее водоснабжение……………………….. | 20 |
| 5.5 | Отопление и теплоснабжение…………………………………………….. | 21 |
| 6 | Испытание внутренних санитарно-технических систем. ………………. | 25 |
| 6.1 | Общие положения по испытанию систем холодного и горячего водоснабжения, отопления и теплоснабжения …………………………. | |
| 25 | ||
| 6.2 | Системы внутреннего холодного и горячего водоснабжения……….. | 26 |
| 6.3 | Системы отопления и теплоснабжения………………………………… | 27 |
| 7 | Пуск систем теплопотребления …………………………………………… | 29 |
| Приложение А | (справочное) Размеры отверстий и борозд для прокладки трубопроводов (воздухопроводов) в перекрытиях, стенах и перегородках зданий и сооружений……………………..……. | |
| 34 | ||
| Приложение Б | Исключено | |
| Приложение В | (обязательное) Форма акта гидростатического или манометрического испытания на герметичность……………. | |
| 35 | ||
| Приложение Г | (рекомендуемое) Форма акта индивидуального испытания |
оборудования 37
Приложение Д (рекомендуемое) Форма акта приемки внутренних систем холодного и горячего водоснабжения… 38
Приложение Е (рекомендуемое) Форма акта приемки внутренних систем отопления 39
Библиография… 41
Введение
Настоящий стандарт разработан в рамках Программы стандартизации Национального объединения строителей и направлен на реализацию
«Градостроительного кодекса Российской Федерации» , Федерального закона от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании» , Федерального закона от 30 декабря 2009 г. № 384-ФЗ «Технический регламент о безопасности зданий и сооружений» , Федерального закона







№ 261-ФЗ «Об энергосбережении и о повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской Федерации» , приказа Министерства регионального развития Российской Федерации от 30 декабря 2009 г. № 624 «Об утверждении Перечня видов работ по инженерным изысканиям, по подготовке проектной документации, по строительству, реконструкции, капитальному ремонту объектов капитального строительства, которые оказывают влияние на безопасность объектов капитального строительства» .
Авторский коллектив: канд. техн. наук А.В. Бусахин (ООО Третье Монтажное Управление «Промвентиляция»); А.Н. Колубков, С.Г. Никитин (ООО ППФ «АК»); Ф.В. Токарев (НП «ИСЗС-Монтаж»).
Как паять полипропиленовые трубы
Полиэтиленовые и полипропиленовые трубы постепенно вытесняют с рынка строительных материалов трубы из металла. Вызвано это полезными свойствами и качествами продукта:
- большим сроком службы (полипропиленовые трубы служат до 50 лет),
- низкой теплопроводностью и электропроводностью,
- высокими звукоизоляционными свойствами,
- устойчивостью к большому перепаду температур.
Не последнюю роль в популярности труб из полипропилена играют их высокая прочность, надежность и простота монтажа этого вида труб.
Первоначально эта продукция вообще не подвергалась пайке. Для соединения трубопроводов из полипропилена использовалась технология склеивания труб специальными клеями. Полипропиленовые трубы небольших диаметров внутри помещений в некоторых странах до сих пор соединяют при помощи специализированных клеев.
Но технология пайки полипропиленовых труб оказалась проще и надежнее. В данной статье рассмотрим, как паять полипропиленовые трубы своими руками.
Необходимые инструменты
- Маркер.
- Рулетка.
- Строительный уровень.
- Ножницы для резки полипропиленовых труб.
- Специальный паяльник для труб из полимерных материалов.
Большинство из этих инструментов известны каждому из тех, кто в той или иной мере связан со строительной индустрией. Вопросы могут возникнуть только по ножницам для резки полипропиленовых труб и паяльнику для сварки труб этого вида. Обычно они входят в единый комплект инструмента.
Ножницы для резки
Этот инструмент еще называется роликовым труборезом. Выпускается он чаще всего в двух модификациях:
- для труб с наружным диаметром 16 мм- 40 мм,
- для труб с наружным диаметром 16 мм- 110 мм.
Паяльник для пайки
Этот инструмент еще называют ручным сварочным аппаратом. Аппарат для соединения пластиковых труб – это нагревательный прибор, с подошвой, которая оборудована нагревательными элементами. Подошва обычно оснащена отверстиями с различными диаметрами, в которых закрепляют специальные насадки для пайки. Аппарат оборудован терморегулятором и индикаторами нагрева. Он имеет удобную рукоятку и специальную подставку для установки прибора на ровной поверхности. Включается и выключается он при помощи специальных дополнительных выключателей.
Паяльник для полипропиленовых труб выпускают:
- для полипропиленовых труб диаметром 16 — 50 мм с мощностью до 650 Вт,
- для труб диаметром 63 — 110 мм с мощностью до 1600 Вт.
В комплект аппарата входят так же соответствующие насадки и подставка.
Насадки парные и бывают различных диаметров. Они покрыты антипригарным покрытием, схожим с тем, что используются в покрытиях современных сковородок. Потому они нуждаются в особом уходе и специальной очистке.
Прежде чем то-то сделать, нужно внимательно изучить технологический процесс, прочитать все необходимые инструкции, научиться пользоваться инструментом.
В случае пайки труб, нужно помнить, что этот процесс – часть общего процесса пайки трубопровода. Потому работу начинают с разметки.
Разметка – самый сложный этап работы. Хорошо, если ее сделает специалист, который знаком с чертежами трубопровода, представляет его в целом.
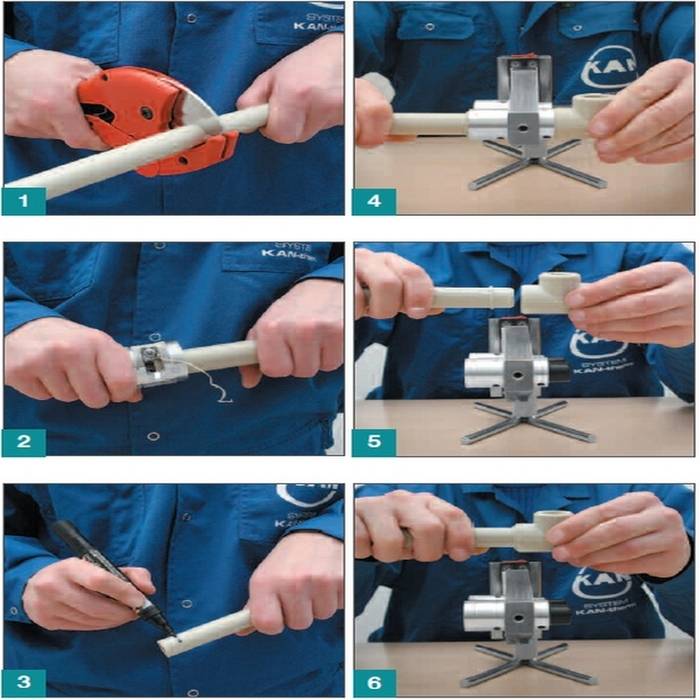
Трубы отрезают следующим образом. Отмеряют расстояние между фитингами, добавляют к этому расстоянию 30 мм. Затем аккуратно, под углом 90 градусов отрезают трубу при помощи специальных ножниц.
Далее надеваем фитинги на трубу, помечая глубину маркером на полипропиленовой трубе. Эта отметка будет поперечной. Продольная метка позволяет состыковать элементы трубопровода по осям.
- Прибор, естественно необходимо включить.
- В отверстие аппарата необходимо вставить насадку необходимого диаметра.
- При помощи терморегулятора нужно установить необходимую температуру пайки.
- Для полипропиленовых труб необходимо установить температуру — 260° С,
- Для полиэтиленовых труб необходимо установить температуру — 220° С,.
Технические особенности
Перед тем как паять трубы из полипропилена, следует ознакомиться с некоторыми нюансами, оказывающими значительное влияние на данный процесс.
Термостойкость
При какой температуре паять полипропиленовые трубы? Для ответа на этот вопрос можно выделить три основных температурных порога:
| Температура | Поведение полипропилена |
| 95 оС | Полное сохранение упругости, является рекомендованным производителями пределом нагрева |
| 140 оС | Потеря твёрдости и формы, размягчение материала |
| 260 оС | Начало перехода в жидкое агрегатное состояние – плавление |
Фото деформированных труб из полипропилена в результате воздействия высокой температуры
Из таблицы видно, какой температурой паять полипропиленовые трубы, их хватает разогреть до 260 оС, чтобы можно было осуществить соединение. Это достаточно низкий показатель, который несложно воспроизвести в домашних условиях с помощью специального инструмента, о котором мы поговорим немного позже.
Влияние теплового расширения
Тепловое расширение свойственно всем материалам, и пластик не является в этом случае исключением. А в случае с трубами его правильнее будет назвать удлинением, так как при нагревании они вытягиваются, провисая или принимая волнистый вид.
Как правильно паять полипропиленовые трубы, чтобы суметь избежать неприятных последствий теплового удлинения?
Для этого существует да метода:
- Использовать вместо обычных изделий армированные. Их деформирование в случае нагрева в пять раз меньше.
- Устанавливать в местах соединений П-образные элементы. Благодаря им всё сведётся к сближению «ножек» конструкции.
Пример применения П-образного элемента
Особенности пайки армированных труб
Демонстрация армированного слоя
Как правильно паять трубы из полипропилена, имеющие армированный слой?
Это зависит в первую очередь от того, какой материал был использован для его создания:
- Стекловолокно паяется также как и обычные изделия.
- Алюминий нуждается в предварительной зачистке с помощью специального инструмента – шейвера. Если же усиливающий слой расположен в середине трубы, то для его удаления вам понадобится торцеватель.
Образец подходящего шейвера